






E30 CNC ເຄື່ອງ grinding cylindrical ສໍາລັບເຄື່ອງມືຕັດ

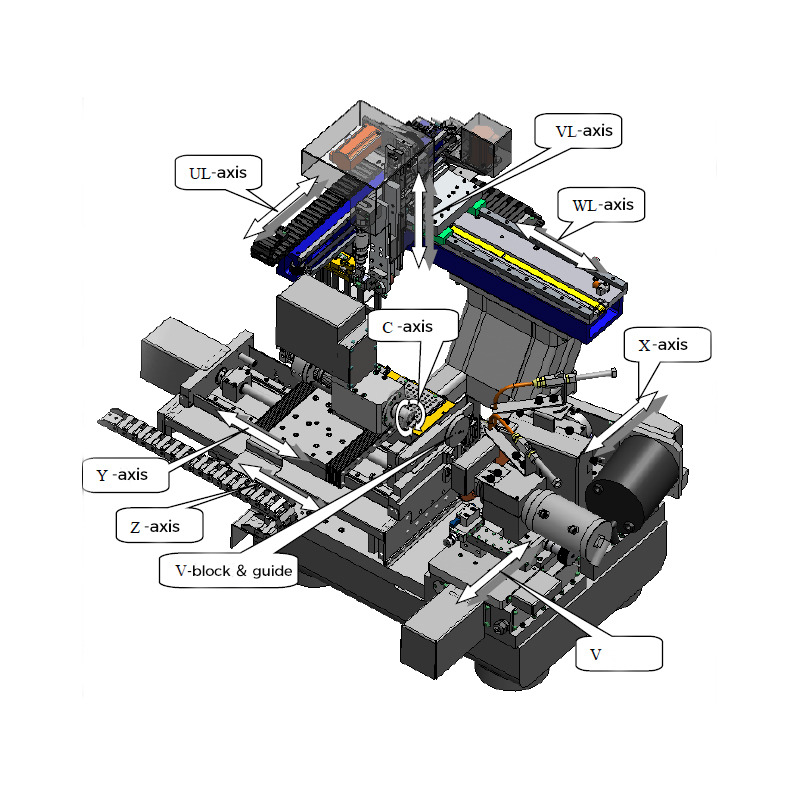
ແຜນວາດໂຄງສ້າງຫຼັກຂອງເຄື່ອງຈັກ
ຂອບເຂດຄໍາຮ້ອງສະຫມັກ
ລະດັບການນໍາໃຊ້: ເຄື່ອງຕັດ milling, ເຈາະ, reamer ແລະການປຸງແຕ່ງພາກສ່ວນຄວາມແມ່ນຍໍາສູງຕ່າງໆ.
ລະດັບການປຸງແຕ່ງ: ເສັ້ນຜ່າສູນກາງຂອງຜະລິດຕະພັນປຸງແຕ່ງ: Φ3~Φ20mm, ລະດັບຄວາມຍາວຂອງຜະລິດຕະພັນປຸງແຕ່ງ: 120mm (ອັດຕະໂນມັດ), 330mm (ຄູ່ມື).
ຄຸນລັກສະນະການປຸງແຕ່ງ: ເຄື່ອງຈັກບົດສອງເທົ່າອັນລະອຽດ ແລະຫຍາບ, ການປຸງແຕ່ງເທື່ອດຽວ ແລະ ກອບເປັນຈໍານວນ.
ແນະນຳເຄື່ອງ
1. ໂຄງສ້າງຕຽງ:
2. ແຜ່ນໂລຫະຂອງເຄື່ອງທັງຫມົດ: ເຄື່ອງທັງຫມົດມີໂຄງສ້າງທີ່ປິດລ້ອມຢ່າງສົມບູນ, ແລະກອບຕົ້ນຕໍແມ່ນແຍກອອກຈາກຝານອກເພື່ອຫຼີກເວັ້ນການສັ່ນສະເທືອນ.
3. ລະບົບຄວບຄຸມ: NEWCON
4. ຫຼັກການຂອງການຕັດ:
• ແກນ X (ກົນໄກລໍ້ຂັດຫຍາບ): ຮັບຮູ້ການເຄື່ອນທີ່ reciprocating ຂອງລໍ້ຂັດຫຍາບໃນທິດທາງ X-axis;
• ແກນ V (ກົນໄກລໍ້ການຂັດລະອຽດ): ຮັບຮູ້ການເຄື່ອນທີ່ reciprocating ຂອງລໍ້ grinding ດີໃນທິດທາງ V-axis;
• ແກນ Y (ກົນໄກການປ້ອນແກນ Y): ຮັບຮູ້ການເຄື່ອນໄຫວຂອງໂຕະເຮັດວຽກໃນທິດທາງແກນ Y;
•ແກນ C (ກົນໄກການຫມຸນຫົວທີ່ເຮັດວຽກ): ຮັບຮູ້ການເຄື່ອນໄຫວ rotary ຂອງຫົວເຮັດວຽກໃນທິດທາງຂອງແກນ C:;
•ແກນ UL, ແກນ VL ແລະແກນ WL (ກົນໄກການເລືອກເອົາແລະສະຖານທີ່ manipulator): ຮັບຮູ້ການເຄື່ອນໄຫວ reciprocating ຂອງ manipulator ໃນທິດທາງອອກຕາມລວງນອນແລະຕັ້ງ;
• ລໍ້ທິດທາງ ແລະ ສະຫນັບສະຫນູນ V-block: ການຊ່ວຍເຫຼືອໃນການສໍາເລັດຂອງເຄື່ອງຈັກ.
1. ພາກສ່ວນການເຄື່ອນຍ້າຍ: ແກນ X, ແກນ V, ແກນ Y, ແກນ WL, ແກນ UL, ແກນ VL, ກົນໄກລໍ້ຄູ່ມື, ກົນໄກແຂນ, ກົນໄກການປັບ hysteresis
2. spindle workpiece: Chuangyun spindle ຕົນເອງເຮັດ
3. grinding spindle: Xiamen Tungsten Motor
4. ການຫລໍ່ລື່ນຂອງເຄື່ອງຈັກທັງຫມົດ: ຫົວນົມນ້ໍາມັນຖືກສະຫງວນໄວ້ສໍາລັບແຕ່ລະແກນແລະ lubricated ເປັນປົກກະຕິ.
5. ວິທີການໃຫ້ອາຫານ: ການໃຫ້ອາຫານແບບສາມແກນ
ຂໍ້ມູນສະເພາະດ້ານວິຊາການ
| ວິທີການຄວບຄຸມ | ປຸ່ມພາຍນອກ, ຫນ້າຈໍສໍາຜັດ | |
| ວິທີການສະແດງ | ໜ້າຈໍສຳຜັດ, ໄຟເຕືອນ | |
| ວິທີການເຮັດຄວາມເຢັນ | ຕູ້ເຢັນນ້ຳມັນ | |
| ວິທີການໂອນ | Hydraulic, pneumatic, servo motor | |
| ການສະຫນອງພະລັງງານ | AC 3×380V, 50Hz | |
| ພະລັງງານທັງຫມົດສູງສຸດ | 25KW | |
| ຂະໜາດ | 2152×1838×2614 ມມ | |
| ນ້ຳໜັກລວມ | 3050ກິໂລກຣາມ | |
| ຄວາມດັນຂອງນ້ໍາມັນເຢັນ | 0.6 ~ 0.8MPa | |
| ຄວາມກົດດັນ barometric | ຄວາມກົດດັນທາງທັງຫມົດ: 5 ~ 6Bar | |
| ຄວາມກົດດັນອາກາດ Chuck: 2 ~ 3Bar | ||
| ແຮງດັນອາກາດລໍ້ທິດທາງ: 2 ~ 2.5Bar | ||
| ຄວາມກົດດັນທາງອາກາດ Gripper: 1.5 ~ 4Bar | ||
| ຄວາມກົດດັນອາກາດແຂນ: 5 ~ 6Bar | ||
| ຄວາມດັນອາກາດທໍາຄວາມສະອາດຂະຫນາດ Optical: 0.6 ~ 0.7Bar | ||
| ຕົວກໍານົດການ Manipulator | ||
| ແກນ UL | ການເດີນທາງ | 450 ມມ |
| ການເຮັດຊ້ຳ | 0.02ມມ | |
| ຄວາມໄວການເຮັດວຽກສູງສຸດ | 15000mm/ນາທີ | |
| ແກນ VL | ການເດີນທາງ | 100 ມມ |
| ການເຮັດຊ້ຳ | 0.02ມມ | |
| ຄວາມໄວການເຮັດວຽກສູງສຸດ | 15000mm/ນາທີ | |
| ແກນ WL | ການເດີນທາງ | 540 ມມ |
| ການເຮັດຊ້ຳ | 0.02ມມ | |
| ຄວາມໄວການເຮັດວຽກສູງສຸດ | 15000mm/ນາທີ | |
| ຕົວກໍານົດການແກນປະມວນຜົນ | ||
| ແກນ Y | ການເດີນທາງ | 350 ມມ |
| ຄວາມຖືກຕ້ອງຂອງການແກ້ໄຂຂັ້ນຕ່ໍາ | 0.0001ມມ | |
| ແກນ X | ການເດີນທາງ | 35ມມ |
| ຄວາມຖືກຕ້ອງຂອງການແກ້ໄຂຂັ້ນຕ່ໍາ | 0.0001ມມ | |
| ແກນ V | ການເດີນທາງ | 35ມມ |
| ຄວາມຖືກຕ້ອງຂອງການແກ້ໄຂຂັ້ນຕ່ໍາ | 0.0001ມມ | |
| ລໍ້ແນະນໍາ | ຄວາມຖືກຕ້ອງຂອງການຫມຸນ: | ≤0.010ມມ |
| ຫົວເຮັດວຽກ (ແກນ C) | ພະລັງງານມໍເຕີ | 1.57Kw |
| ຄວາມໄວການຫມຸນ | ≤2000rpm | |
| ຄວາມຖືກຕ້ອງຂອງການແລ່ນ | ≤0.002ມມ | |
| ຄວາມລະອຽດຕໍ່າສຸດ | 0.0001° | |
| spindle ລໍ້ grinding ຫຍາບ | ພະລັງງານມໍເຕີ | 8.5KW |
| ຄວາມໄວການຫມຸນ | ≤5000rpm | |
| ຄວາມຖືກຕ້ອງຂອງການແລ່ນ | ≤0.002ມມ | |
| ການດຸ່ນດ່ຽງແບບເຄື່ອນໄຫວ | ≤G0.4 | |
| spindle ລໍ້ grinding ລະອຽດ | ພະລັງງານມໍເຕີ | 1.4KW |
| ຄວາມໄວການຫມຸນ | ≤7950rpm | |
| ຄວາມຖືກຕ້ອງຂອງການແລ່ນ | ≤0.002ມມ | |
| ການດຸ່ນດ່ຽງແບບເຄື່ອນໄຫວ | ≤G0.4 | |
| ຕົວກໍານົດການ grinding |
|
|
| ຕົວແບບ Chuck | W20 | |
| ເສັ້ນຜ່າສູນກາງລໍ້ຂັດຫຍາບ | Ø250ມມ | |
| ເສັ້ນຜ່າສູນກາງຂອງລໍ້ຂັດລະອຽດ | Ø150ມມ | |
| Workpiece Shank ເສັ້ນຜ່າສູນກາງ | Ø3-Ø12mm (ອັດຕະໂນມັດ) / Ø3-Ø20mm (ຄູ່ມື) | |
| ໄລຍະການຂັດ Workpiece | Ø0.08 - Ø20ມມ | |
| ຄວາມຍາວຂອງ workpiece | 120mm (ອັດຕະໂນມັດ) / 350mm (ຄູ່ມື) | |
| ຄວາມຍາວການປຸງແຕ່ງສູງສຸດຂອງ workpiece ໄດ້ | 330 ມມ | |
| ການປະມວນຜົນ runout ເສັ້ນຜ່າສູນກາງນອກ | ≤0.003ມມ | |
| ຄວາມຍາວຂອງເຄື່ອງຈັກຄວາມຖືກຕ້ອງ | ±0.1ມມ | |
| ຄວາມຖືກຕ້ອງຂອງເຄື່ອງຈັກໃນມຸມ | ≤0.3° | |
| ຄວາມຖືກຕ້ອງຂອງຮູບລັກສະນະ | ≤Ra0.4 (ການຕັດສໍາເລັດຮູບ) | |
ບັນຊີລາຍຊື່ການຕັ້ງຄ່າມາດຕະຖານ
| 10 | ລະບົບ CNC | NEWC0N | 1 |
| 20 | ມໍເຕີ servo | NEWC0N | 8 |
| 30 | ເຊີບເວີ Driver | NEWC0N | 4 |
| 40 | ກະດານປະຕິບັດງານ / ລໍ້ມື | NEWC0N | 1 |
| 50 | ໂມດູນຫົວເຮັດວຽກທີ່ມີຄວາມແມ່ນຍໍາສູງ | GESAC | 1 |
| 60 | spindle ໄຟຟ້າຄວາມແມ່ນຍໍາສູງ (1.4KW) | GESAC | 1 |
| 70 | ມໍເຕີຄວາມແມ່ນຍໍາສູງ (7.1KW) | GESAC | 1 |
| 80 | Spindle ກົນຈັກຄວາມແມ່ນຍໍາສູງ | GESAC | 1 |
| 90 | ລາງລົດໄຟຄວາມແມ່ນຍໍາ | Schneeberger | 10 |
| 100 | Precision Crossed Roller Linear Way | Schneeberger | 4 |
| 110 | Precision Ball Screw | NSK | 4 |
| 120 | ຊອບແວຈໍາລອງການປະຕິບັດແລະການປຸງແຕ່ງ (ຄວາມແຕກຕ່າງຂັ້ນຕອນມາດຕະຖານ, spherical, ແລະອື່ນໆ) | GESAC | 1 |
| ໑໓໐ | Inverter | GESAC | 1 |
| ໑໔໐ | Inverter | GESAC | 1 |
| 150 | ຫນ້າຈໍສໍາຜັດ | 19 ປີ ELO | 1 |
| ໑໖໐ | ເຄື່ອງມືເຄື່ອງອຸປະກອນລັອກປະຕູຄວາມປອດໄພ | Jinzhong | 1 |
| ໑໗໐ | ເຊັນເຊີ | Baumer | 3 |
| 180 | ເຊັນເຊີການໄຫຼ | Yifumen | 1 |
| 190 | ອົງປະກອບໄຟຟ້າ | Schneider | 1 |
| 200 | ອົງປະກອບຂອງນິວເມຕິກ | CKD | 1 |
| 210 | ສາຍແລະສາຍ | ComCab | 1 |
| 220 | Rack ເຄື່ອງປັບອາກາດ | GESAC | 1 |
| 230 | ລໍ້ຄວາມກົດດັນຄວາມແມ່ນຍໍາ Ø92x8 | GESAC | 1 |
| 240 | ລໍ້ຄວາມກົດດັນຄວາມແມ່ນຍໍາ Ø92x15 | GESAC | 1 |
| 250 | Chuck W20 D4 | GESAC | 1 |
| 260 | ຖາດມາດຕະຖານ D4 | GESAC | 3 |
| 260 | V-block ຈັບຄູ່ຄວາມຊັດເຈນສູງ (3-6)*10 | GESAC | 1 |
| 280 | Flange ລໍ້ຄວາມແມ່ນຍໍາສູງ (ປະເພດການປ່ຽນແປງໄວ) | GESAC | 2 |
| 290 | ຊຸດເຕັມຂອງນິ້ວມື manipulator | GESAC | 1 |
ຄຸນລັກສະນະຂອງເຄື່ອງຈັກ
7 ແກນ CNC, 4 ແກນ CNC ຖືກນໍາໃຊ້ໃນພື້ນທີ່ການປຸງແຕ່ງ, ເຊິ່ງສາມາດຮັບຮູ້ການໂຫຼດແລະ unloading ອັດຕະໂນມັດ, batch unmanned ການຜະລິດ.
ຄວາມຖືກຕ້ອງຂອງເຄື່ອງຈັກແລະປະສິດທິພາບຂອງເຄື່ອງມືເຄື່ອງຈັກ
1. ການ runout radial ຂອງ workpiece ແມ່ນພາຍໃນ 0.003mm;
2. ຄວາມຖືກຕ້ອງຂອງຂະຫນາດ 2.0 ຖືກຄວບຄຸມພາຍໃນ± 0.005mm;
3. ຄວາມຮອບຂອງ workpiece ແມ່ນພາຍໃນ 0.003mm;
4. ຄວາມຫຍາບຂອງພື້ນຜິວ < Ra0.4;





