ສູນເຄື່ອງຈັກຫ້າແກນ FH60P
ຫ້າແກນພ້ອມໆກັນສູນເຄື່ອງຈັກ
XYZ Linear axis hollow cooling screw drive
B\C shaft rotary DD ການສົ່ງໂດຍກົງໄດ
ລະບົບການວັດແທກມູນຄ່າຢ່າງແທ້ຈິງຂອງ loop ປິດເຕັມ
ການຕັ້ງຄ່າມາດຕະຖານ
| ບໍ່. | ລາຍລະອຽດການຕັ້ງຄ່າ | Uນິ | ຈຳນວນ | ຂໍ້ສັງເກດ |
| 1. | ການຫລໍ່ແຮ່ທາດ FH mainframe | ຕັ້ງ | 1 |
|
| 2. | Siemens ONE ລະບົບຄວບຄຸມ | ຕັ້ງ | 1 |
|
| 3. | ຈໍສະແດງຜົນ: ໜ້າຈໍສຳຜັດຂະໜາດ 21.5 ນິ້ວ | ຕັ້ງ | 1 |
|
| 4. | ຫົວແກວ່ງຫຼາຍແກນຫ້າແກນ FH (B-axis) | ຕັ້ງ | 1 |
|
| 5. | spindle ໄຟຟ້າ milling DGZX-24012/34B2 (ຟັງຊັນການຫັນເປັນໄສ້) | PC | 1 |
|
| 6. | X/Y/Z Axis Hollow Cooling Ball Screw | PCS | 3 |
|
| 7. | Milling Direct Drive turntable (ແກນ C) | ຕັ້ງ | 1 |
|
| 8. | B axis RCN8380 29 bits absolute encoder | PC | 1 |
|
| 9. | C axis RCN2580 28 bits absolute encoder | PC | 1 |
|
| 10. | INA Roller Linear Slides | ຕັ້ງ | 6 |
|
| 11. | ເຄື່ອງປັບອາກາດກ່ອງໄຟຟ້າ | ຕັ້ງ | 1 |
|
| 12. | ລະບົບລະບາຍນ້ໍາ Spindle | ຕັ້ງ | 1 |
|
| 13. | ປະເພດແຫວນເຄື່ອງຈັກສີດນ້ໍາ | ຕັ້ງ | 1 |
|
| 14. | ຫ້າແກນຫົວ crescent ປະເພດສີດນ້ໍາ, crescent ປະເພດອາຍແກັສລະເບີດ | ຕັ້ງ | 1 |
|
| 15. | ລະບົບຕິດກັນຄວາມປອດໄພທາງຫນ້າແລະຂ້າງເຮັດວຽກ | ຕັ້ງ | 1 |
|
| 16. | ແສງສະຫວ່າງຖັງເຮັດວຽກກັນນ້ໍາ | PCS | 2 |
|
| 17. | ສະຖານີໄຮໂດຼລິກ | ຕັ້ງ | 1 |
|
| 18. | ອຸປະກອນຫລໍ່ລື່ນອາຫານອັດຕະໂນມັດສູນກາງສູນກາງ | ຕັ້ງ | 1 |
|
| 19. | ດ້ານປະຕິບັດການທໍາຄວາມສະອາດປືນນ້ໍາແລະປືນອາກາດ | ຕັ້ງ | 1 |
|
| 20. | ລະບົບນ້ໍາຕັດ (CTS 25bar) | ຕັ້ງ | 1 |
|
| 21. | ແຜ່ນໂລຫະປ້ອງກັນທີ່ຫຸ້ມໄວ້ຢ່າງເຕັມທີ່ | ຕັ້ງ | 1 |
|
| 22. | ກ່ອງປະຕິບັດງານ | ຕັ້ງ | 1 |
|
| 23. | ຫນ່ວຍຄວາມເຢັນຕູ້ໄຟຟ້າ | ຕັ້ງ | 1 | ລຶບ |
| 24. | Siemens handwheel ເອເລັກໂຕຣນິກ | PC | 1 |
|
| 25. | ສະວິດການປ່ອຍເຄື່ອງມື spindle ທີ່ໃຊ້ຕີນ | PC | 1 |
|
| 26. | ແສງສາມສີເຄື່ອງ | ຕັ້ງ | 1 |
|
| 27. | ວາລະສານເຄື່ອງມື 40PCS HSK-A63 ແລະລະບົບ servo ATC | ຕັ້ງ | 1 |
|
| 28. | X/Y/Z ຂະໜາດຄວາມສົມບູນສາມແກນ | ຊຸດ | 3 |
|
| 29. | ອຸປະກອນມ້ວນຊິບ Spiral ແລະ Rear Chip Conveyor+ Chip car | ຕັ້ງ | 1 |
|
| 30. | ໜ່ວຍສຳຫຼວດອິນຟາເຣດ Renishaw OMP60 | ຕັ້ງ | 1 |
|
| 31. | ຕົວຕັ້ງເຄື່ອງມືເລເຊີ Renishaw NC4F230 | ຕັ້ງ | 1 |
|
| 32. | ແຜ່ນຮອງພື້ນ ແລະ ປະຕູຮອງພື້ນ | ຕັ້ງ | 1 |
|
| 33. | ຄູ່ມືດ້ານວິຊາການ | ຕັ້ງ | 1 |
ພາລາມິເຕີ
| ຕົວແບບ | ໜ່ວຍ | FH60P | ||||
| ການເດີນທາງ | ||||||
| ການເດີນທາງແກນ X | mm | 600 | ||||
| ການເດີນທາງແກນ Y | mm | 800 | ||||
| ການເດີນທາງແກນ Z | mm | 600 | ||||
| ໄລຍະຫ່າງຈາກດັງ spindle ຫາພື້ນຜິວຕາຕະລາງເຮັດວຽກ | mm | 150-750 | ||||
| ຫົວ milling ຕາມແນວນອນ | mm | 30-630 | ||||
| ຄວາມໄວຂອງອາຫານ / ໄວການເຄື່ອນໄຫວ | m/ນທ | 40 | ||||
| ກໍາລັງອາຫານ | KN | 10 | ||||
| ຕາຕະລາງ Rotary (ແກນ C) | ||||||
| ຂະຫນາດຕາຕະລາງເຮັດວຽກ | mm | Ø660 | ||||
| ການໂຫຼດສູງສຸດຕາຕະລາງ (mill) | kg | 2000 | ||||
| ສູງສຸດທີ່ເຄຍຕາຕະລາງ Rotary ຄວາມໄວ | rpm | 150 | ||||
| ມຸມແຍກຂັ້ນຕໍ່າ | ° | 0.001 | ||||
| ແຮງບິດອັນດັບ | ນທ | 807 | ||||
| ແຮງບິດສູງສຸດ | ນທ | 1430 | ||||
| ຫົວ CNC swing milling (ແກນ B) | ||||||
| ໄລຍະ swing(0=ຕັ້ງ/180=ລະດັບ) | ° | -15–180 | ||||
| ການເຄື່ອນຍ້າຍໄວແລະຄວາມໄວການໃຫ້ອາຫານ | rpm | 30 | ||||
| ມຸມແຍກຂັ້ນຕໍ່າ | ° | 0.001 | ||||
| ແຮງບິດອັນດັບ | ນທ | 743 | ||||
| ແຮງບິດສູງສຸດ | ນທ | 1320 | ||||
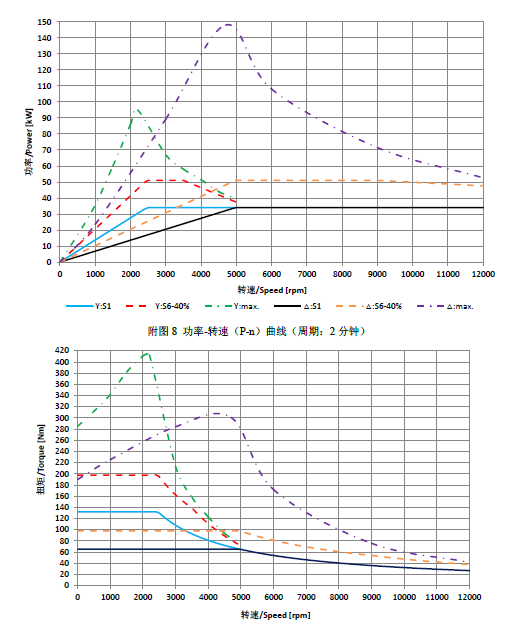
| Spindle (milling) | ||||||
| ຄວາມໄວ spindle | rpm | 12000 | ||||
| ພະລັງງານ spindle | Kw | 34/42 | ||||
| ແຮງບິດ spindle | Nm | 132/185 | ||||
| Spindle taper |
| HSKA63 | ||||
| ວາລະສານເຄື່ອງມື | ||||||
| ການໂຕ້ຕອບເຄື່ອງມື |
| HSKA63 | ||||
| ຄວາມອາດສາມາດຂອງວາລະສານເຄື່ອງມື | PCS | 40 | ||||
| ເສັ້ນຜ່າສູນກາງ/ຄວາມຍາວ/ນ້ຳໜັກເຄື່ອງສູງສຸດ |
| Ø85/300/8 | ||||
| ສະຫຼັບເຄື່ອງມື (Tool to tool) | S | 4 | ||||
| ອຸປະກອນວັດແທກ | ||||||
| ຍານອິນຟາເລດ | Renishaw OMP60 | |||||
| ເຄື່ອງມືກວດຫາເຄື່ອງມືໃນພື້ນທີ່ປະມວນຜົນ |
| Rensishaw NC4F230 | ||||
| ຄວາມຖືກຕ້ອງຂອງຕຳແໜ່ງ (ISO230-2 ແລະ VDI3441) | ||||||
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງ X/Y/Z | mm | 0.006 | ||||
| X/Y/Z ຊໍ້າຄືນຄວາມຖືກຕ້ອງຂອງການຈັດຕຳແໜ່ງ | mm | 0.004 | ||||
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງ B/C |
| 8" | ||||
| B/C ຊໍ້າຄືນຄວາມຖືກຕ້ອງຂອງການຈັດຕຳແໜ່ງ |
| 4" | ||||
| ເຄື່ອງຄວບຄຸມ CNC | ||||||
| ລະບົບການຄວບຄຸມ |
| Siemens ONE | ||||
| ອື່ນໆ | ||||||
| ນ້ຳໜັກເຄື່ອງ | Kg | 25000 | ||||
ຂໍ້ມູນຈໍາເພາະຂອງເຄື່ອງຈັກຕົ້ນຕໍ | ການຕັ້ງຄ່າໂຄງສ້າງແຂງທີ່ດີທີ່ສຸດ
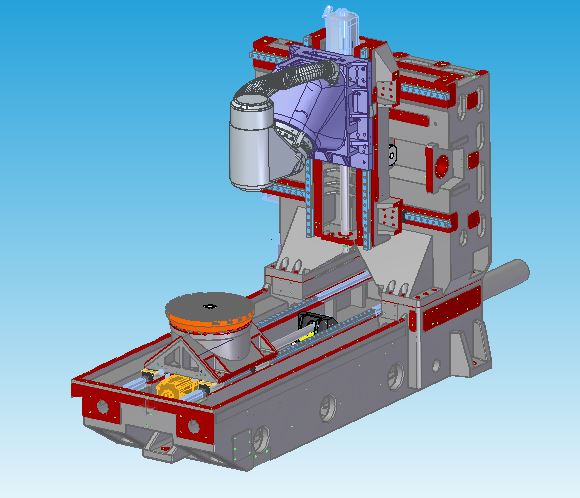
ຄຸນນະສົມບັດການອອກແບບ | ການອອກແບບການວິເຄາະການຫລໍ່ສາຍກົນທີ່ດີທີ່ສຸດ
◆ຕຽງນອນຮັບຮອງເອົາໂຄງປະກອບການຫລໍ່ແຮ່ທາດໃຫມ່, ແລະພາກສ່ວນເຄື່ອນຍ້າຍໄດ້ຮັບຮອງເອົາ Meehanite ເກຣດຊັ້ນສູງ cast iron.
◆ການຮັກສາຄວາມຊຸ່ມຊື່ນແລະຄວາມແກ່ຍາວຕາມທໍາມະຊາດເພື່ອກໍາຈັດຄວາມກົດດັນພາຍໃນ
◆ການສັ່ນສະເທືອນຄວາມຖີ່ທໍາມະຊາດຂອງໂຄງສ້າງຈະກໍາຈັດຄວາມກົດດັນໃນການປຸງແຕ່ງວັດສະດຸ
◆ການອອກແບບຂອງຖັນຂະຫນາດໃຫຍ່ແລະມີຄວາມເຂັ້ມງວດສູງຢູ່ເທິງກໍາແພງທັງຫມົດສາມາດປັບປຸງຄວາມເຂັ້ມງວດແລະຄວາມແມ່ນຍໍາຄົງທີ່ແລະການເຄື່ອນໄຫວຢ່າງມີປະສິດທິພາບ.
◆ ດັກສະກູເຮັດຄວາມເຢັນສາມແກນຮູ
spindle ໄຟຟ້າ

ຄຸນນະສົມບັດການອອກແບບ
◆ອີງຕາມລັກສະນະຂອງເຄື່ອງຈັກ, ການຄົ້ນຄວ້າເອກະລາດແລະການພັດທະນາແລະການຜະລິດ.
◆ຮູ taper ຂອງ HSK-A63 ຖືກຮັບຮອງເອົາໃນຮູບແບບ FH60P.
◆ລະບົບເຮັດຄວາມເຢັນພາຍນອກຖືກນໍາໃຊ້ສໍາລັບການໄຫຼວຽນຂອງຄວາມເຢັນເພື່ອຮັບປະກັນການປະຕິບັດຂອງ spindle ໄຟຟ້າປະສິດທິຜົນ.
ຫົວ CNC swing milling (ແກນ B)


ຄຸນນະສົມບັດການອອກແບບ
◆ Built-in DD motor zero ລະບົບຕ່ອງໂສ້ລະບົບສາຍສົ່ງທີ່ບໍ່ມີການອອກແບບ backlash
◆ລັກສະນະການເລັ່ງສູງ
◆ໄລຍະທີ່ສັ້ນທີ່ສຸດລະຫວ່າງຈຸດດັງເຄື່ອງມືຂອງ spindle ແລະຈຸດສະຫນັບສະຫນູນໂຄງສ້າງຮັບຮູ້ເຖິງຄວາມເຂັ້ມງວດສູງສຸດຂອງການຕັດ.
◆ລູກປືນ YRT ຂະຫນາດໃຫຍ່ເພີ່ມຄວາມເຂັ້ມງວດ
◆ມີລະບົບການວັດແທກຕົວເຂົ້າລະຫັດແບບ rotary ຢ່າງແທ້ຈິງຊຸດ HEIDENHAIN RCN8380, ການຄວບຄຸມວົງປິດຢ່າງເຕັມທີ່ເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງທີ່ດີທີ່ສຸດ
◆ການອອກແບບລະບົບຄວາມເຢັນ B-axis ເພື່ອຫຼຸດຜ່ອນການຖ່າຍທອດຄວາມຮ້ອນ
ຕາຕະລາງ Rotary (ແກນ C)

ຄຸນນະສົມບັດການອອກແບບ
◆ການອອກແບບແລະການຜະລິດເອກະລາດ.
◆ Built-in DD motor zero ລະບົບຕ່ອງໂສ້ລະບົບສາຍສົ່ງທີ່ບໍ່ມີການອອກແບບ backlash.
◆ລັກສະນະການຕອບໂຕ້ຄວາມເລັ່ງແລະການເລັ່ງສູງ.
◆ລູກປືນ YRT ຂະຫນາດໃຫຍ່ເພີ່ມຄວາມເຂັ້ມງວດ.
◆ແຮງບິດການຂັບຂີ່ທີ່ມີການຈັດອັນດັບຂະຫນາດໃຫຍ່, ການປຸງແຕ່ງການຈັດຕໍາແຫນ່ງ, ດ້ວຍການວາງຕໍາແຫນ່ງຂອງໂຕະເຮັດວຽກແລະອຸປະກອນຍຶດ
◆ຕອບສະຫນອງຄວາມຕ້ອງການຂອງ milling, ຫຼຸດຜ່ອນການຈັດການ workpiece, ແລະປັບປຸງຄວາມຖືກຕ້ອງຂອງຜະລິດຕະພັນ.
◆ມີລະບົບການວັດແທກການເຂົ້າລະຫັດແບບ rotary ຄວາມແມ່ນຍໍາສູງຂອງ HEIDENHAIN, ການຄວບຄຸມວົງປິດຢ່າງເຕັມທີ່ເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງທີ່ດີທີ່ສຸດ.
◆ການອອກແບບລະບົບຄວາມເຢັນເພື່ອຫຼຸດຜ່ອນການຖ່າຍທອດຄວາມຮ້ອນ.
ລະບົບ CNC

ລັກສະນະການຄັດເລືອກ
◆ເລືອກເຈົ້າພາບຄວບຄຸມ NCU730.3B ສໍາລັບຫ້າແກນພ້ອມໆກັນ (ເບິ່ງຕາຕະລາງຫນ້າທີ່ສໍາລັບລາຍລະອຽດຂອງການຕັ້ງຄ່າລະບົບ)
◆ດ້ວຍຟັງຊັນ RTCP
◆ເລືອກໄດ Siemens S120 ທີ່ມີຄວາມສາມາດໃນການໂຫຼດເກີນ 3 ເທົ່າແລະມໍເຕີຊຸດ 1FT ທີ່ມີລັກສະນະການເຄື່ອນໄຫວສູງ
ລະບົບ ATC

ຄຸນນະສົມບັດການອອກແບບ
◆ການອອກແບບແລະການຜະລິດເອກະລາດ.
◆ການເລືອກເຄື່ອງມືແລະການປ່ຽນເຄື່ອງມືໃຊ້ servo motor ເພື່ອຄວບຄຸມການປະຕິບັດຂອງ terminal, ເຊິ່ງມີຄວາມຫມັ້ນຄົງແລະຖືກຕ້ອງກວ່າ.
◆ສົມທົບກັບຫນ້າທີ່ຄຸ້ມຄອງເຄື່ອງມືຂອງ Siemens ONE, ການຄຸ້ມຄອງເຄື່ອງມືທີ່ມີປະສິດທິພາບຫຼາຍຂຶ້ນ.
ຕົວຕັ້ງເຄື່ອງມືຍົກໄດ້

ຄຸນນະສົມບັດການອອກແບບ
◆ມີເຄື່ອງຕັ້ງເຄື່ອງມືເລເຊີທີ່ບໍ່ຕິດຕໍ່ Ransishaw NC4F230 ເພື່ອຄວາມແມ່ນຍໍາສູງ
◆ການຕັ້ງຄ່າເຄື່ອງມືອັດຕະໂນມັດໃນເຄື່ອງ, ການປັບປຸງອັດຕະໂນມັດຂອງການຊົດເຊີຍເຄື່ອງມື
◆ອຸປະກອນການຕັ້ງຄ່າເຄື່ອງມືສາມາດຍົກແລະຫຼຸດລົງເພື່ອຊ່ວຍປະຢັດພື້ນທີ່ຂອງຫນ້າດິນການປຸງແຕ່ງ
◆ການອອກແບບແຜ່ນໂລຫະທີ່ຜະນຶກເຂົ້າກັນຢ່າງສົມບູນປົກປ້ອງຕົວຕັ້ງເຄື່ອງມືຈາກນ້ໍາແລະທາດເຫຼັກໃນລະຫວ່າງການປຸງແຕ່ງ
ຍານອິນຟາເລດ
ຄຸນນະສົມບັດການອອກແບບ
◆ມາພ້ອມກັບ Ransishaw OMP60 trigger optical probe.
◆ການຈັດວາງວຽກໃນເຄື່ອງຈັກແລະການກວດສອບຂະຫນາດສາມາດຫຼຸດຜ່ອນຄວາມຜິດພາດການກວດສອບຄູ່ມືແລະປັບປຸງຄວາມຖືກຕ້ອງຂອງຜະລິດຕະພັນແລະປະສິດທິພາບການປຸງແຕ່ງ.
◆ປະຫຍັດເວລາຊ່ວຍເຫຼືອໃນເຄື່ອງ 90%.
ພາຍນອກ
ການອອກແບບປົກຫຸ້ມຂອງສູນເຄື່ອງຈັກຫ້າແກນຊຸດ FH ປະຕິບັດຕາມມາດຕະຖານຄວາມປອດໄພ CE ທີ່ເຄັ່ງຄັດ. ແຜ່ນໂລຫະທີ່ມີຄວາມຫນາແຫນ້ນຢ່າງສົມບູນປ້ອງກັນບໍ່ໃຫ້ຜູ້ປະຕິບັດການເຂົ້າໄປໃນພື້ນທີ່ເຮັດວຽກໂດຍຄວາມຜິດພາດໃນລະຫວ່າງການປຸງແຕ່ງ, ແລະໃນເວລາດຽວກັນປ້ອງກັນການໃຊ້ນ້ໍາຕັດທີ່ມີຄວາມກົດດັນສູງຫຼືຊິບຈາກເຄື່ອງ, ຍົກເວັ້ນປ້າຍເຕືອນ. , ປະຕູປະຕິບັດງານຍັງມີອຸປະກອນສະຫຼັບຄວາມປອດໄພເພື່ອປ້ອງກັນອຸປະຕິເຫດໃນລະຫວ່າງການປະຕິບັດງານຫຼືການບໍາລຸງຮັກສາ. ແລະມີປ່ອງຢ້ຽມ peep ຂະຫນາດໃຫຍ່, ເຊິ່ງສະດວກສໍາລັບຜູ້ປະກອບການທີ່ຈະເຂົ້າໃຈການດໍາເນີນງານແລະການປຸງແຕ່ງຂອງເຄື່ອງຈັກ.