






ເຄື່ອງຂຸດເຈາະ CNC ຫນັກ

CNC Drilling ແລະ Milling ເຄື່ອງ
ເຄື່ອງເຈາະ ແລະ milling CNC ຄວາມໄວສູງ
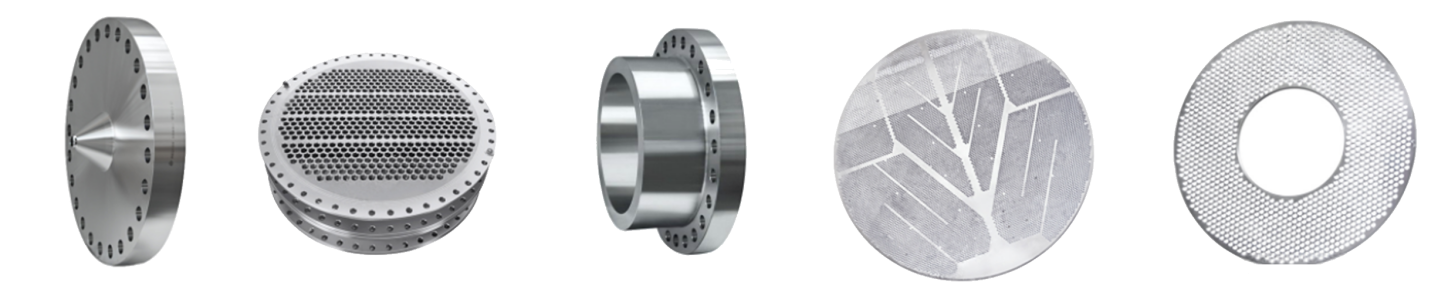
ຄໍາຮ້ອງສະຫມັກເຄື່ອງຈັກ
ເຄື່ອງເຈາະ CNC ແລະເຄື່ອງໂມ້ແມ່ນໃຊ້ຕົ້ນຕໍສໍາລັບການຂຸດເຈາະທີ່ມີປະສິດທິພາບຂອງ workpieces ທີ່ມີຄວາມຫນາພາຍໃນຂອບເຂດທີ່ມີປະສິດທິພາບເຊັ່ນ: ແຜ່ນ, flanges, disks ແລະວົງແຫວນ. ຮູຜ່ານແລະຮູຕາບອດສາມາດເຈາະດ້ວຍວັດສະດຸປະເພດຕ່າງໆ. ເຄື່ອງໄດ້ຖືກຄວບຄຸມແບບດິຈິຕອນທີ່ມີການດໍາເນີນງານງ່າຍດາຍ. ມັນສາມາດບັນລຸອັດຕະໂນມັດ, ຄວາມແມ່ນຍໍາສູງ, ແນວພັນທີ່ຫຼາກຫຼາຍ, ການຜະລິດມະຫາຊົນ.
ເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການປຸງແຕ່ງຂອງຜູ້ໃຊ້ທີ່ແຕກຕ່າງກັນ, ບໍລິສັດຂອງພວກເຮົາໄດ້ພັດທະນາເຄື່ອງຈັກທີ່ຫລາກຫລາຍ. ນອກເຫນືອໄປຈາກແບບທໍາມະດາ, ມັນຍັງສາມາດປັບແຕ່ງຕາມຄວາມຕ້ອງການຕົວຈິງຂອງລູກຄ້າ.
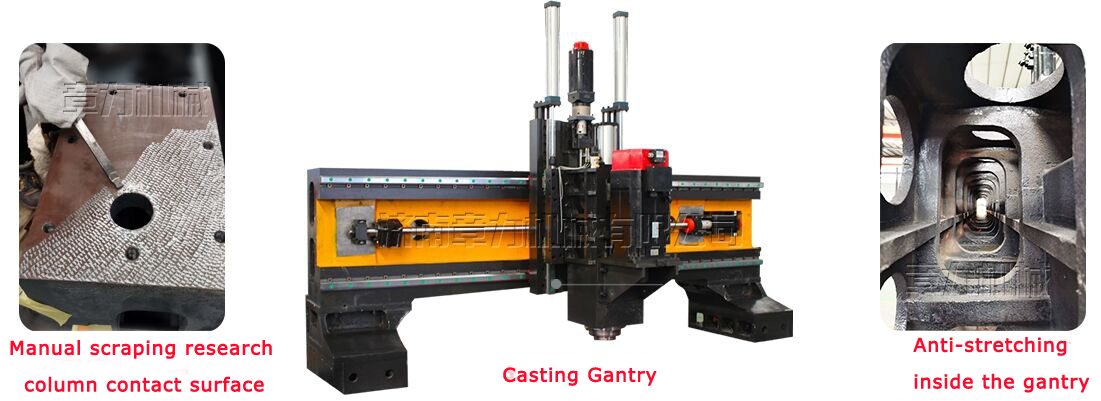
ໂຄງສ້າງເຄື່ອງຈັກ
ອຸປະກອນນີ້ແມ່ນສ່ວນໃຫຍ່ແມ່ນປະກອບດ້ວຍຕາຕະລາງຕຽງ, gantry ການເຄື່ອນຍ້າຍ, ການເຄື່ອນຍ້າຍ saddle ເລື່ອນ, ການເຈາະແລະ spindle milling, ອຸປະກອນ lubrication ອັດຕະໂນມັດແລະອຸປະກອນປ້ອງກັນ, ອຸປະກອນເຮັດຄວາມເຢັນ circulating, ລະບົບຄວບຄຸມ CNC, ລະບົບໄຟຟ້າແລະອື່ນໆ. ການສະຫນັບສະຫນູນແລະການຊີ້ນໍາຂອງຄູ່ມືເສັ້ນມ້ວນແລະຄວາມແມ່ນຍໍາຂອງ screw drive ນໍາ, ເຄື່ອງມີຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງສູງແລະຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງຊ້ໍາຊ້ອນ.
1)ໂຕະເຮັດວຽກ:
ຕາຕະລາງເຮັດວຽກຮັບຮອງເອົາໂຄງປະກອບການຫລໍ່, ແລະຍົນມີ T-slot ທີ່ມີຮູບແບບສໍາເລັດຮູບທີ່ສົມເຫດສົມຜົນສໍາລັບການ clamping workpieces. ຢູ່ເທິງຕຽງ, T-slots ຖືກຈັດລຽງ. ລະບົບຂັບໃຊ້ AC servo motor ແລະ screw ບານຄວາມແມ່ນຍໍາເພື່ອຂັບລົດທັງສອງດ້ານເພື່ອເຮັດໃຫ້ gantry ເຄື່ອນໄປໃນທິດທາງແກນ Y. bolts ທີ່ສາມາດປັບໄດ້ແມ່ນແຈກຢາຍຢູ່ດ້ານລຸ່ມຂອງຕຽງນອນ, ເຊິ່ງສາມາດປັບລະດັບຂອງຕາຕະລາງຕຽງໄດ້ຢ່າງງ່າຍດາຍ.
2)Moວີ້ງgantry:
gantry ມືຖືໄດ້ຖືກຫລໍ່ດ້ວຍທາດເຫຼັກສີຂີ້ເຖົ່າ 250, ແລະສອງຄູ່ຄູ່ມືເສັ້ນມ້ວນທີ່ມີຄວາມຈຸສູງແມ່ນຕິດຕັ້ງຢູ່ດ້ານຫນ້າຂອງ gantry. ຊຸດຂອງຄູ່ສະກູບານທີ່ມີຄວາມແມ່ນຍໍາແລະມໍເຕີ servo ເຮັດໃຫ້ຫົວພະລັງງານເລື່ອນໄປໃນທິດທາງ X-axis. ຫົວພະລັງງານເຈາະໄດ້ຖືກຕິດຕັ້ງຢູ່ໃນສະໄລຍະຫົວພະລັງງານ. ການເຄື່ອນໄຫວຂອງ gantry ໄດ້ຖືກຮັບຮູ້ໂດຍມໍເຕີ servo ຂັບລົດສາຍບານໃນ screw ບານໂດຍຜ່ານການ coupling ຄວາມແມ່ນຍໍາ.

3)Moວີ້ງsaddle ເລື່ອນ:
saddle sliding ມືຖືເປັນອົງປະກອບໂຄງສ້າງຂອງເຫລໍກທີ່ມີຄວາມແມ່ນຍໍາ. ສະໄລ້ລົດໄຟ NC ຄວາມອາດສາມາດສູງສຸດສອງອັນ ແລະຊຸດຂອງຄູ່ສະກູບານທີ່ມີຄວາມແມ່ນຍໍາ ແລະເຄື່ອງຫຼຸດດາວເຄາະທີ່ມີຄວາມແມ່ນຍໍາສູງແມ່ນເຊື່ອມຕໍ່ກັບມໍເຕີ servo ເພື່ອຂັບລົດຫົວພະລັງງານເຈາະ. ການເຄື່ອນຍ້າຍໃນທິດທາງ Z-axis ສາມາດຮັບຮູ້ໄວໄປຂ້າງຫນ້າ, ເຮັດວຽກໄປຂ້າງຫນ້າ, rewind ໄວ, ແລະຢຸດຂອງຫົວພະລັງງານ. ດ້ວຍການທໍາລາຍຊິບອັດຕະໂນມັດ, ການຖອດຊິບ, ຫນ້າທີ່ຢຸດຊົ່ວຄາວ.
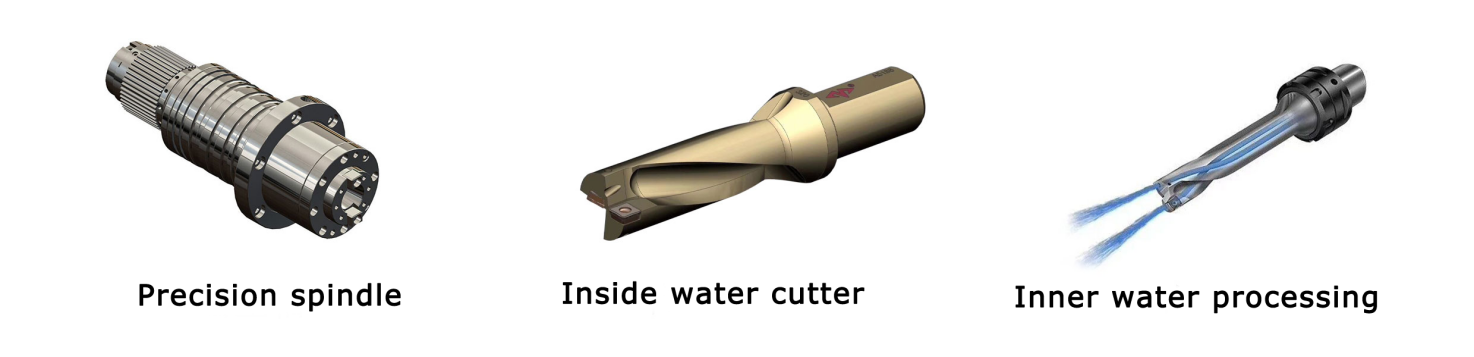
4)ເຈາະຫົວພະລັງງານ( spindle):
ຫົວພະລັງງານເຈາະໃຊ້ມໍເຕີ servo spindle ທີ່ອຸທິດຕົນ, ເຊິ່ງຂັບເຄື່ອນ spindle ຄວາມແມ່ນຍໍາທີ່ອຸທິດຕົນໂດຍການເລັ່ງສາຍແອວ synchronous ແຂ້ວເພື່ອເພີ່ມແຮງບິດ. spindle ໃຊ້ລູກປືນດ້ານຫນ້າສາມ, ສອງ, ແລະຫ້າແຖວຂອງຍີ່ປຸ່ນເພື່ອບັນລຸການປ່ຽນແປງຄວາມໄວ stepless. ການທົດແທນທີ່ໄວແລະງ່າຍດາຍ, ອາຫານແມ່ນຂັບເຄື່ອນໂດຍ servo motor ແລະບານ screw. ແກນ X ແລະ Y ສາມາດເຊື່ອມຕໍ່ໄດ້, ແລະການຄວບຄຸມວົງແຫວນເຄິ່ງປິດແມ່ນໃຊ້ເພື່ອບັນລຸຫນ້າທີ່ interpolation ເສັ້ນແລະວົງ.
Spindle end ແມ່ນ BT40 tapered hole, ຕິດຕັ້ງດ້ວຍ Rotorfoss ຄວາມໄວສູງຮ່ວມ rotary ຈາກອິຕາລີ, ສາມາດນໍາໃຊ້ຄວາມໄວສູງ U drill (ເຈາະຮຸນແຮງ) ແລະເຈາະຫຼັກເພື່ອ discharge water.The spindle center water outlet function ສາມາດປັບປຸງປະສິດທິພາບການຕັດ, ຮັບຮູ້ການປຸງແຕ່ງຂຸມເລິກແລະປົກປ້ອງເຄື່ອງມືເພື່ອຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍໃນການນໍາໃຊ້.
5) ອຸປະກອນ lubrication ອັດຕະໂນມັດແລະອຸປະກອນປ້ອງກັນ:
ເຊັ່ນ: ລາງລົດໄຟນໍາພາ, screws ນໍາ, racks, ແລະອື່ນໆ, ບໍ່ມີມຸມຕາຍເພື່ອຮັບປະກັນຊີວິດການບໍລິການຂອງເຄື່ອງມືເຄື່ອງຈັກ. ແກນ X ແລະແກນ Y ຂອງເຄື່ອງມືເຄື່ອງຈັກມີຝາປິດປ້ອງກັນຂີ້ຝຸ່ນ, ແລະເຄື່ອງປ້ອງກັນການກະດ້າງກັນນ້ໍາໄດ້ຖືກຕິດຕັ້ງຮອບໆບ່ອນເຮັດວຽກ.

6)ລະບົບຄວບຄຸມ CNC:
6.1 ດ້ວຍຟັງຊັນການທໍາລາຍຊິບ, ເວລາແຕກຫັກຂອງຊິບແລະວົງຈອນການທໍາລາຍຊິບສາມາດຖືກຕັ້ງຢູ່ໃນການໂຕ້ຕອບຂອງເຄື່ອງຈັກ.
6.2 ດ້ວຍຟັງຊັນຍົກເຄື່ອງມື, ລະດັບຄວາມສູງຂອງເຄື່ອງມືສາມາດຖືກຕັ້ງຢູ່ໃນການໂຕ້ຕອບຂອງເຄື່ອງຈັກ. ເມື່ອເຈາະເຖິງລະດັບຄວາມສູງນີ້, ແຜ່ນເຈາະໄດ້ຖືກຍົກຂຶ້ນຢ່າງໄວວາໄປຫາດ້ານເທິງຂອງ workpiece, ແລະຫຼັງຈາກນັ້ນ chip ໄດ້ຖືກຖິ້ມ, ແລະຫຼັງຈາກນັ້ນຢ່າງວ່ອງໄວສົ່ງກັບຫນ້າດິນເຈາະແລະປ່ຽນອັດຕະໂນມັດໃນການເຮັດວຽກ.
6.3 ກ່ອງຄວບຄຸມການດໍາເນີນງານສູນກາງແລະຫນ່ວຍງານທີ່ຖືດ້ວຍມືຮັບຮອງເອົາລະບົບການຄວບຄຸມຕົວເລກ, ແລະມີການໂຕ້ຕອບ USB ແລະຈໍສະແດງຜົນຜລຶກຂອງແຫຼວ LCD. ເພື່ອອໍານວຍຄວາມສະດວກໃນການຂຽນໂປລແກລມ, ການເກັບຮັກສາ, ການສະແດງຜົນແລະການສື່ສານ, ການໂຕ້ຕອບການດໍາເນີນງານມີຫນ້າທີ່ເຊັ່ນ: ການສົນທະນາກັບເຄື່ອງຈັກ, ການຊົດເຊີຍຄວາມຜິດພາດ, ແລະການແຈ້ງເຕືອນອັດຕະໂນມັດ.
6.4 ເຄື່ອງມີຫນ້າທີ່ສະແດງຕົວຢ່າງແລະກວດເບິ່ງຕໍາແຫນ່ງຂຸມກ່ອນການປຸງແຕ່ງ, ແລະການດໍາເນີນງານແມ່ນສະດວກຫຼາຍ.

7)ຍຶດຕິດທາງລົດໄຟ
clamp ແມ່ນປະກອບດ້ວຍຕົວຍຶດແລະຕົວກະຕຸ້ນ. ມັນເປັນອົງປະກອບທີ່ເປັນປະໂຫຍດທີ່ມີປະສິດທິພາບສູງທີ່ໃຊ້ກັບຄູ່ຄູ່ມືເສັ້ນມ້ວນ. ມັນສ້າງແຮງຍຶດທີ່ແຂງແຮງຜ່ານຫຼັກການການຂະຫຍາຍຕົວຂອງທ່ອນໄມ້ທີ່ມີຮູບແຂບ. ຄຸນນະສົມບັດທີ່ເພີ່ມຄວາມແຂງ.
ຄຸນສົມບັດ:
- ຄວາມປອດໄພແລະເຊື່ອຖືໄດ້, ແຮງຍຶດທີ່ເຂັ້ມແຂງ, clamping ແກນ XY ທີ່ບໍ່ເຄື່ອນຍ້າຍໃນລະຫວ່າງການຂຸດເຈາະແລະການປາດຢາງ.
- ຜົນບັງຄັບໃຊ້ clamping ສູງທີ່ສຸດ, ເພີ່ມຄວາມເຂັ້ມງວດຂອງອາຫານຕາມແກນ, ແລະປ້ອງກັນການເຄື່ອນໄຫວຈຸນລະພາກທີ່ເກີດຈາກການສັ່ນສະເທືອນ.
- ການຕອບສະຫນອງໄວ, ເປີດແລະປິດເວລາຕອບສະຫນອງພຽງແຕ່ 0.06 ວິນາທີ, ເຊິ່ງປົກປ້ອງເຄື່ອງມືເຄື່ອງຈັກແລະປັບປຸງຊີວິດຂອງສະກູ.
- ທົນທານ, ດ້ານ nickel-plated, ປະສິດທິພາບຕ້ານການ rust ດີ.
ການອອກແບບນະວະນິຍາຍເພື່ອຫຼີກເວັ້ນການກະທົບກະເທືອນໃນເວລາທີ່ຍຶດ.
8)ເຄື່ອງຖອດຊິບອັດຕະໂນມັດ ແລະອຸປະກອນເຮັດຄວາມເຢັນໝູນວຽນ:
ເຄື່ອງຖອດຊິບອັດຕະໂນມັດຖືກຈັດລຽງຢູ່ດ້ານຫລັງຂອງບ່ອນເຮັດວຽກແລະການກັ່ນຕອງຖືກຈັດລຽງຢູ່ປາຍ. ເຄື່ອງຖອດຊິບອັດຕະໂນມັດແມ່ນປະເພດຕ່ອງໂສ້ຮາບພຽງ, ແລະປັ໊ມເຮັດຄວາມເຢັນໄດ້ຖືກຕິດຕັ້ງຢູ່ຂ້າງຫນຶ່ງ. ຊ່ອງສຽບຂອງຊິບແມ່ນເຊື່ອມຕໍ່ກັບລະບົບການກັ່ນຕອງນ້ໍາກາງ. coolant ໄຫລເຂົ້າໄປໃນ chip ejector. ປັ໊ມຍົກຊິບ ejector ຂັບ coolant ເຂົ້າໄປໃນລະບົບການກັ່ນຕອງນ້ໍາສູນກາງ. ປັ໊ມເຮັດຄວາມເຢັນທີ່ມີຄວາມກົດດັນສູງ ໝູນ ວຽນເຄື່ອງເຮັດຄວາມເຢັນທີ່ຖືກກັ່ນຕອງເພື່ອຕັດແລະການເຮັດຄວາມເຢັນ. ແລະມັນໄດ້ຖືກຕິດຕັ້ງດ້ວຍ trolley ຂົນສົ່ງ chip, ເຊິ່ງສະດວກຫຼາຍໃນການຂົນສົ່ງ chip ທາດເຫຼັກ. ອຸປະກອນນີ້ແມ່ນອຸປະກອນທີ່ມີລະບົບເຮັດຄວາມເຢັນພາຍໃນແລະພາຍນອກສໍາລັບເຄື່ອງຕັດ. ເມື່ອຂຸດເຈາະດ້ວຍຄວາມໄວສູງ, ເຄື່ອງຕັດແມ່ນເຮັດໃຫ້ເຢັນໂດຍນ້ໍາພາຍໃນແລະພາຍນອກໃນລະຫວ່າງການຂັດແສງສະຫວ່າງ.
ສັນຍານເຕືອນນ້ໍາຕ່ໍາ
1) ໃນເວລາທີ່ coolant ໃນການກັ່ນຕອງຢູ່ໃນລະດັບຂອງແຫຼວກາງ, ລະບົບອັດຕະໂນມັດເຊື່ອມຕໍ່ມໍເຕີເພື່ອເລີ່ມຕົ້ນການ, ແລະ coolant ໃນ chip remover ອັດຕະໂນມັດໄຫລເຂົ້າໄປໃນການກັ່ນຕອງ. ເມື່ອເຖິງລະດັບຂອງແຫຼວສູງ, ມໍເຕີຈະຢຸດເຮັດວຽກໂດຍອັດຕະໂນມັດ.
2) ເມື່ອເຄື່ອງເຮັດຄວາມເຢັນໃນການກັ່ນຕອງຢູ່ໃນລະດັບຕໍ່າ, ລະບົບຈະເຕືອນເຄື່ອງວັດແທກລະດັບຂອງແຫຼວໂດຍອັດຕະໂນມັດ, ແກນ spindle ຈະດຶງເຄື່ອງມືອັດຕະໂນມັດ, ແລະເຄື່ອງຈະຢຸດການເຮັດວຽກ.
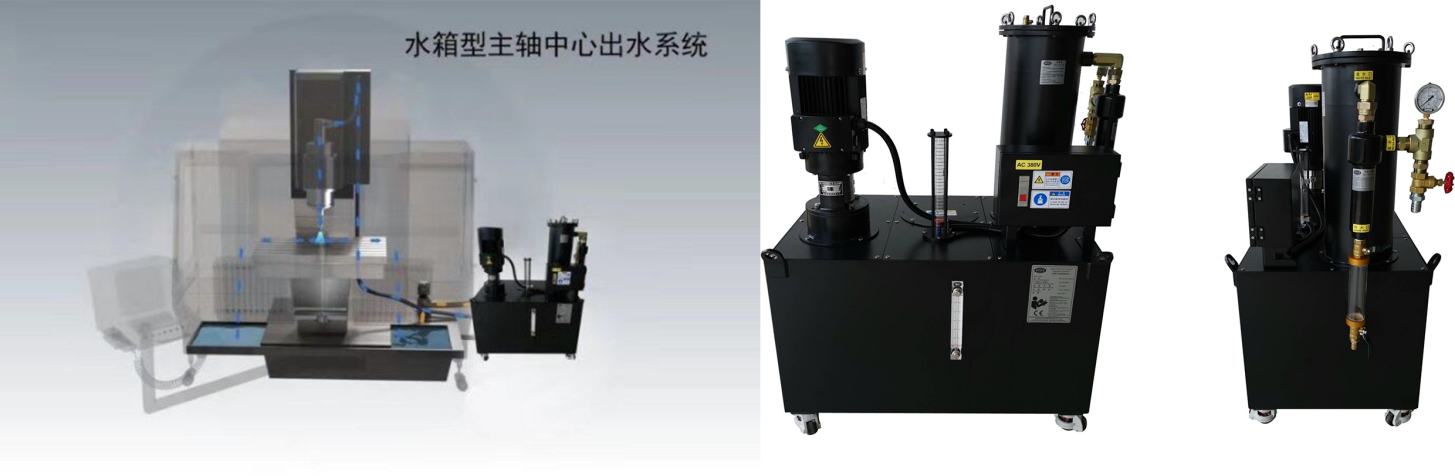
9)ລະບົບການກັ່ນຕອງກາງແຈ້ງ:
ເຄື່ອງຈັກໄດ້ຖືກຕິດຕັ້ງດ້ວຍລະບົບການກັ່ນຕອງນ້ໍາສູນກາງຕາມມາດຕະຖານ, ເຊິ່ງສາມາດກັ່ນຕອງສິ່ງເສດເຫຼືອໃນເຄື່ອງເຮັດຄວາມເຢັນໄດ້ຢ່າງມີປະສິດທິພາບ. ລະບົບນ້ໍາສີດພາຍໃນສາມາດປ້ອງກັນບໍ່ໃຫ້ pins ທາດເຫຼັກຈາກການ tangling ກ່ຽວກັບເຄື່ອງມືໃນລະຫວ່າງການປະມວນຜົນ, ຫຼຸດຜ່ອນການສວມໃສ່ຂອງເຄື່ອງມື, ການຍືດອາຍຸຂອງເຄື່ອງມື, ປັບປຸງການສໍາເລັດຮູບຂອງຫນ້າວຽກ, ທໍ່ນ້ໍາແຮງດັນສູງຂອງປາຍແຜ່ນໃບຄ້າຍຄືສາມາດປົກປັກຮັກສາພື້ນຜິວຂອງ workpiece ໄດ້, ປ້ອງກັນການຮ່ວມ rotary ຄວາມໄວສູງ, ປ້ອງກັນບໍ່ໃຫ້ impurities ສະກັດກັ້ນການຮ່ວມ rotary, ແລະປັບປຸງຄຸນນະພາບໂດຍລວມຂອງ workpiece ແລະປະສິດທິພາບການເຮັດວຽກ.
10)ບານສະກູແລະບ່ອນນັ່ງປະສົມປະສານມໍເຕີ:
ພື້ນຖານມໍເຕີແມ່ນຜະລິດຕະພັນທີ່ມີຄວາມເຂັ້ມຂຸ້ນສູງເຊື່ອມຕໍ່ສະກູບານແລະມໍເຕີ. ເກິດການຕິດຕໍ່ angular paired bearing (ລະດັບຄວາມຖືກຕ້ອງ C5) ໄດ້ຖືກປະສົມປະສານເພື່ອປັບປຸງຄວາມຖືກຕ້ອງແລະຮັບປະກັນການເກັບກູ້ທາງແກນສູນຂອງສະກູບານໃນເວລາທີ່ມໍເຕີໄປຂ້າງຫນ້າແລະປີ້ນກັບກັນ. ມັນເຫມາະສົມໂດຍສະເພາະສໍາລັບອຸປະກອນຄວາມໄວສູງ.
ຄວາມຖືກຕ້ອງຂອງສະພາແຫ່ງ: ສະກູບານແລະມໍເຕີໄດ້ຖືກຕິດຕັ້ງເຂົ້າໄປໃນຫນຶ່ງໂດຍຜ່ານຖານມໍເຕີ. ຫຼຸດຜ່ອນຄວາມຜິດພາດ concentricity ຂອງ shaft motor ແລະ shaft screw ບານ, ຄວບຄຸມມັນຢູ່ໃນບວກຫຼືລົບ 0.01mm, ແລະ perpendicularity ຂອງຫນ້າທ້າຍແມ່ນ 0.01.
11)ໂຕະສີ່ຫລ່ຽມໃຫ້ຕົນເອງເປັນໃຈກາງ(ທາງເລືອກ)
ໂຕະເຮັດວຽກຂອງອຸປະກອນທີ່ຕັ້ງຕົນເອງເປັນສູນກາງແມ່ນອຸປະກອນທີ່ມີສີ່ຄາງກະໄຕໄຮໂດຼລິກທີ່ຕັ້ງສູນກາງດ້ວຍຕົນເອງ. ຊິ້ນວຽກສາມາດຖືກຈັດເປັນສູນກາງອັດຕະໂນມັດໃນຫນຶ່ງ clamp ໂດຍບໍ່ມີການແຕ່ລະ workpiece ລາດຕະເວນເພື່ອຊອກຫາສູນກາງ. clamping ແມ່ນໄວແລະສະດວກ.
ແກ້ໄຂບັນຫາທີ່ຊິ້ນວຽກທີ່ມີວົງແຫວນທີ່ມີດັດຊະນີຫນ້ອຍກວ່າເສັ້ນຜ່າກາງ 1600 ມມຖືກຍຶດໂດຍການກົດແຜ່ນຫຼັງຈາກການໃຫ້ອາຫານແລະຫຼັງຈາກນັ້ນຊອກຫາສູນກາງ, ເຊິ່ງໃຊ້ເວລາຫນ້ອຍແລະໃຊ້ເວລາການຍຶດຍາວກວ່າເວລາປຸງແຕ່ງ.
chuck ສີ່ຄາງກະໄຕທີ່ຕັ້ງຈຸດສູນກາງດ້ວຍຕົນເອງໄດ້ພັດທະນາຢ່າງເປັນເອກະລາດດ້ວຍເສັ້ນເລືອດຕັນໃນຄາງກະໄຕຂະຫນາດໃຫຍ່ເຮັດໃຫ້ມັນມີຄວາມຫຍຸ້ງຍາກສໍາລັບ workpiece ທີ່ຈະແຕະຄາງກະໄຕໃນເວລາທີ່ clamping. ໂຄງສ້າງເສັ້ນດ່າງທີ່ມີ pad ຖືກນໍາໃຊ້. ມັນແກ້ໄຂສະຖານະການທີ່ຄາງກະໄຕໄຮໂດຼລິກຫຼື pneumatic ມີການເດີນທາງພຽງເລັກນ້ອຍໃນຕະຫຼາດແລະ workpieces ຂະຫນາດໃຫຍ່ຈະສົ່ງຜົນກະທົບຕໍ່ຄາງກະໄຕໃນເວລາທີ່ຍົກ, ເຮັດໃຫ້ເກີດຄວາມເສຍຫາຍຂອງ chucks ໄດ້.
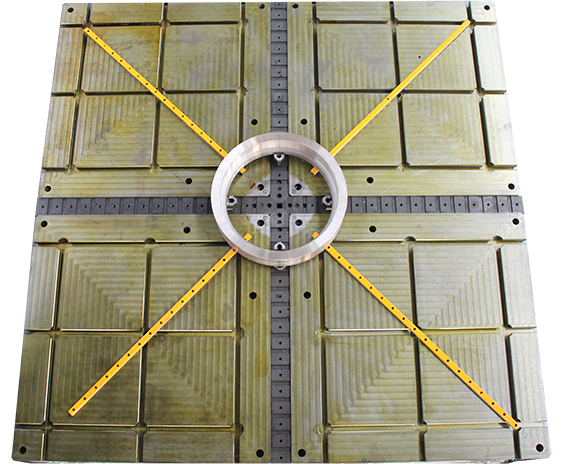
ຄາງກະໄຕທັງສີ່ຢູ່ໃນ workbench ແມ່ນຢູ່ໃນຮູບແບບທີ່ຖອດອອກໄດ້, ແລະການໂຍກຍ້າຍຂອງ workbench ຫລັງແມ່ນເວທີປົກກະຕິທີ່ມີ T-groove ຂອງຕົນເອງ. ມັນຊ່ວຍເພີ່ມລະດັບຄໍາຮ້ອງສະຫມັກຂອງ workpieces ອື່ນໆນອກຈາກວົງ.
ສະເພາະn
| ຕົວແບບ | BOSM-DT1010 | BOSM-DT2010 | BOSM-DT2016 | BOSM-DT2525 | |
| ຂະຫນາດເຮັດວຽກ | ຄວາມຍາວ*ກວ້າງ (ມມ) | 1000x1000 | 2000x1000 | 2000x1600 | 2500x2500 |
| ຫົວເຈາະແນວຕັ້ງ | Spindle taper | BT40/BT50 | BT40/BT50 | BT40/BT50 | BT40/BT50 |
| ເສັ້ນຜ່າສູນກາງເຈາະ (ມມ) | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | Φ40/Φ60 | |
| ເສັ້ນຜ່າສູນກາງການປາດ (ມມ) | M24/M36 | M24/M36 | M24/M36 | M24/M36 | |
| ຄວາມໄວ spindle (r/min) | 30-3000 | 30-3000 | 30-3000 | 30-3000 | |
| ພະລັງງານ spindle (Kw) | ວັນທີ 15/22 | ວັນທີ 15/22 | ວັນທີ 15/22 | ວັນທີ 15/22 | |
| ໄລຍະຫ່າງຈາກດ້ານໃຕ້ຂອງ spindle ກັບຫນ້າວຽກ (ມມ) | 200~600/400~800 | 200~600/400~800 | 200~600/400~800 | 200~600/400~800 | |
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕຳແໜ່ງຊ້ຳ (X/Y/Z) | X/Y/Z | ± 0.01/1000mm | ± 0.01/1000mm | ± 0.01/1000mm | ± 0.01/1000mm |
| ນ້ຳໜັກລວມ (T) | 8.5 | 11 | 13.5 | 16.5 | |
| ເຄື່ອງມືວາລະສານ | ວາລະສານເຄື່ອງມືເສັ້ນ | ||||
ການກວດກາຄຸນນະພາບ
ແຕ່ລະເຄື່ອງຂອງ Bosman ໄດ້ຖືກປັບດ້ວຍ laser interferometer ຈາກບໍລິສັດ United Kingdom RENISHAW, ເຊິ່ງກວດສອບຢ່າງຖືກຕ້ອງແລະຊົດເຊີຍຄວາມຜິດພາດຂອງ pitch, backlash, ຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງ, ແລະຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງຊ້ໍາກັນເພື່ອຮັບປະກັນຄວາມຫມັ້ນຄົງຂອງເຄື່ອງຈັກ, ສະຖຽນລະພາບ static, ແລະຄວາມຖືກຕ້ອງຂອງການປຸງແຕ່ງ. . ການທົດສອບແຖບບານແຕ່ລະເຄື່ອງຈັກໃຊ້ເຄື່ອງທົດສອບແຖບບານຈາກບໍລິສັດ RENISHAW ຂອງອັງກິດເພື່ອແກ້ໄຂຄວາມຖືກຕ້ອງຂອງວົງກົມທີ່ແທ້ຈິງແລະຄວາມຖືກຕ້ອງທາງເລຂາຄະນິດຂອງເຄື່ອງຈັກ, ແລະປະຕິບັດການທົດລອງຕັດວົງກົມໃນເວລາດຽວກັນເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງຂອງເຄື່ອງຈັກ 3D ແລະຄວາມຖືກຕ້ອງຂອງວົງມົນ.

ກ່ອນ&ຫຼັງການບໍລິການ
1) ກ່ອນການບໍລິການ
ໂດຍຜ່ານການສຶກສາຄໍາຮ້ອງຂໍແລະຂໍ້ມູນທີ່ຈໍາເປັນຈາກລູກຄ້າຫຼັງຈາກນັ້ນຄໍາຕິຊົມກັບວິສະວະກອນຂອງພວກເຮົາ, ທີມງານ Bossman Technical ຮັບຜິດຊອບໃນການສື່ສານດ້ານວິຊາການກັບລູກຄ້າແລະການສ້າງການແກ້ໄຂ, ການຊ່ວຍເຫຼືອລູກຄ້າໃນການເລືອກເອົາການແກ້ໄຂເຄື່ອງຈັກທີ່ເຫມາະສົມແລະເຄື່ອງຈັກທີ່ເຫມາະສົມ.
2) ຫຼັງຈາກການບໍລິການ
A. ເຄື່ອງທີ່ມີການຮັບປະກັນຫນຶ່ງປີແລະຈ່າຍສໍາລັບການບໍາລຸງຮັກສາຕະຫຼອດຊີວິດ.
B. ໃນໄລຍະການຮັບປະກັນຫນຶ່ງປີຫຼັງຈາກເຄື່ອງມາຮອດທ່າເຮືອປາຍທາງ, BOSSMAN ຈະສະຫນອງການບໍລິການບໍາລຸງຮັກສາທີ່ບໍ່ເສຍຄ່າແລະທັນເວລາສໍາລັບຄວາມຜິດຕ່າງໆທີ່ບໍ່ແມ່ນຄົນສ້າງຂຶ້ນໃນເຄື່ອງ, ແລະໃຫ້ທັນເວລາປ່ຽນຊິ້ນສ່ວນຄວາມເສຍຫາຍທີ່ບໍ່ໄດ້ເຮັດທຸກປະເພດໂດຍບໍ່ເສຍຄ່າ. ຄ່າໃຊ້ຈ່າຍ. ຄວາມລົ້ມເຫຼວທີ່ເກີດຂື້ນໃນໄລຍະການຮັບປະກັນຕ້ອງໄດ້ຮັບການສ້ອມແປງໃນຄ່າໃຊ້ຈ່າຍທີ່ເຫມາະສົມ.
C.Technical ສະຫນັບສະຫນູນໃນ 24 ຊົ່ວໂມງອອນໄລນ໌, TM, Skype, ອີເມລ, ການແກ້ໄຂຄໍາຖາມພີ່ນ້ອງໃນເວລາ. ຖ້າຫາກວ່າບໍ່ສາມາດແກ້ໄຂໄດ້, BOSSMAN ຈະຈັດໃຫ້ມີວິສະວະກອນຫຼັງການຂາຍທັນທີທັນໃດມາຮອດບ່ອນສໍາລັບການສ້ອມແປງ, ຜູ້ຊື້ຕ້ອງການຈ່າຍຄ່າ VISA, ປີ້ຍົນແລະທີ່ພັກ.
ເວັບໄຊຂອງບໍລິສັດ






