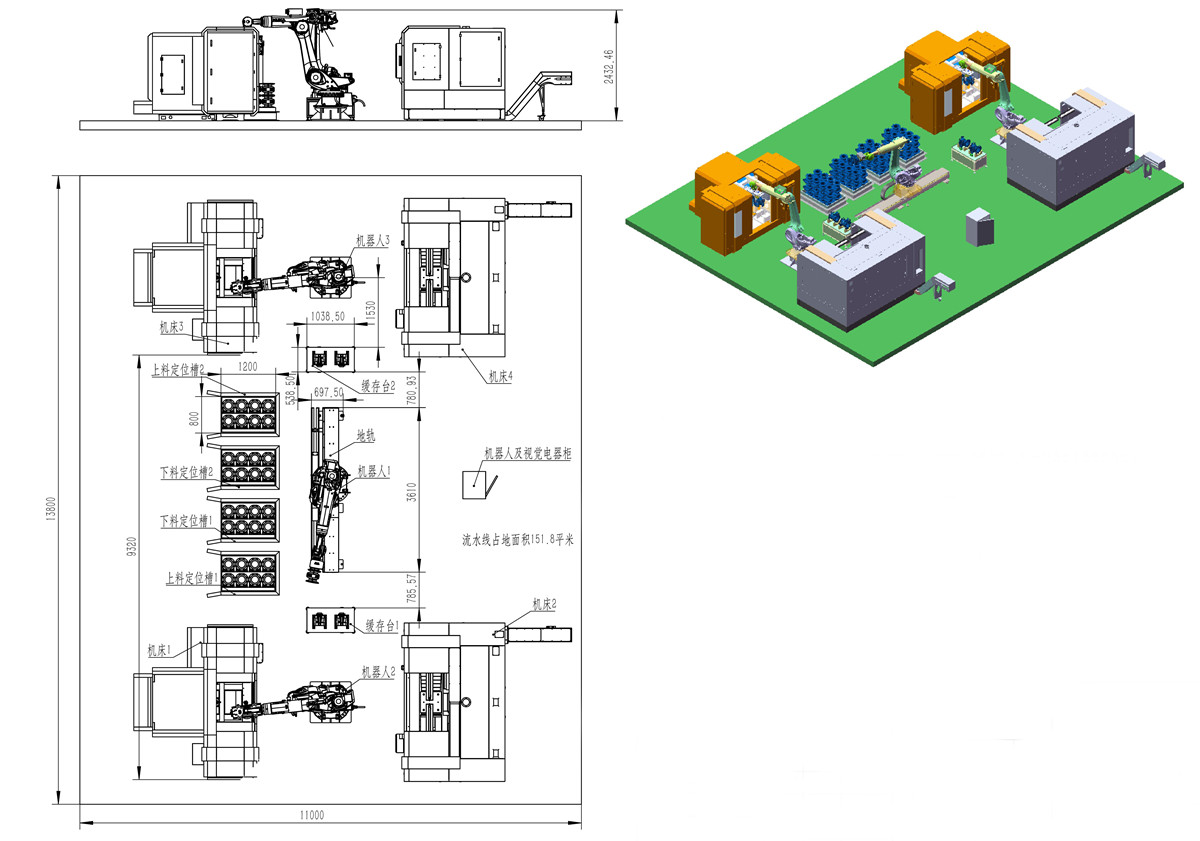
Soft Gate Valve ສາຍການຜະລິດ
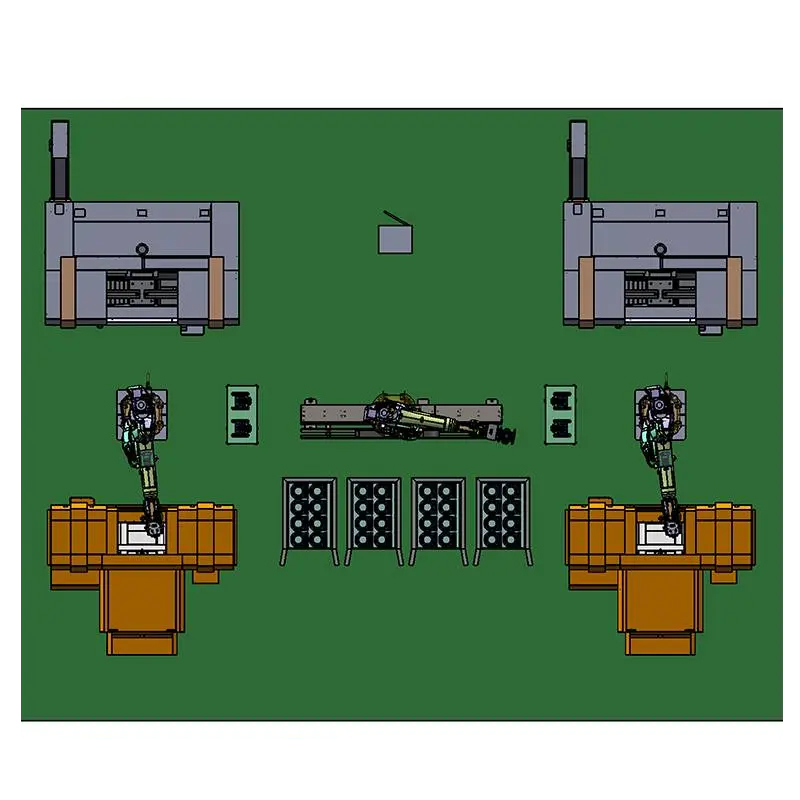
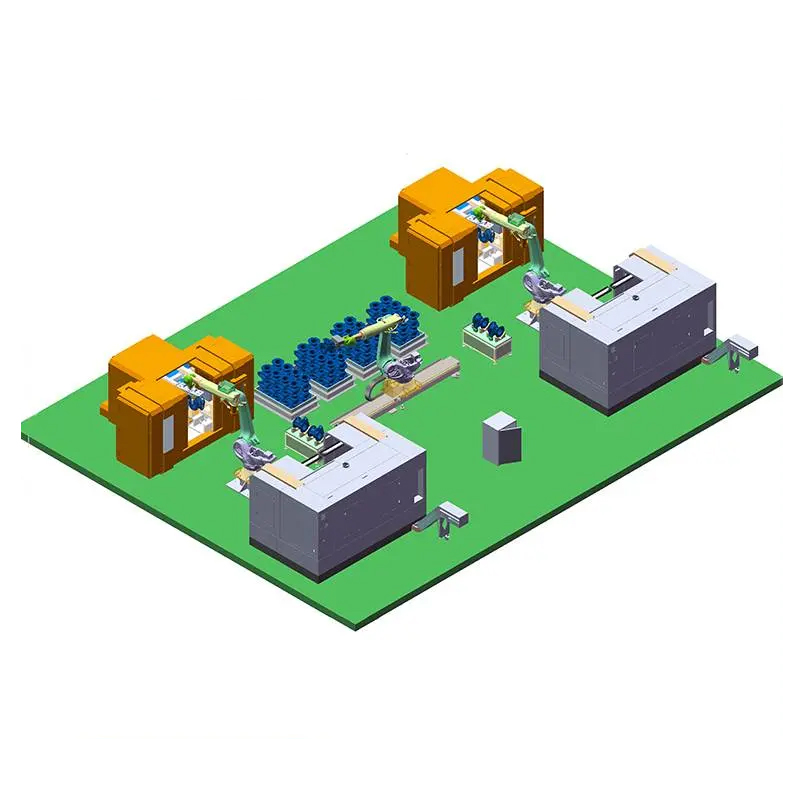
1. ຜູ້ປະຕິບັດການວາງ pallet ເຕັມຂອງ workpieces ຮ່າງກາຍວາວໃນຊ່ອງໃສ່ຕໍາແຫນ່ງໂຫຼດ 1 ແລະຊ່ອງວາງການໂຫຼດ 2 ສໍາລັບການວາງຕໍາແຫນ່ງ, ແລະວາງຖາດເປົ່າຢູ່ໃນຊ່ອງວາງການໂຫຼດ 1 ແລະຊ່ອງໃສ່ unloading positioning slot 2 ສໍາລັບການວາງຕໍາແຫນ່ງ.
2. ກ້ອງຖ່າຍຮູບໃນຫຸ່ນຍົນ 1 ສະແກນ workpiece ເທິງ pallet ໃນຊ່ອງໃສ່ອາຫານ 1 ເພື່ອຈັດຕໍາແຫນ່ງ workpiece ໄດ້ຢ່າງຖືກຕ້ອງ, ແລະ workpiece 1 ແມ່ນ clamped ແລະວາງຢູ່ໃນ fixture ຕໍາແຫນ່ງເທິງຕາຕະລາງ buffer 1.
ໃນຂະນະດຽວກັນ, ມັນຈັບຊິ້ນວຽກທີ່ປຸງແຕ່ງແລ້ວ 3 (ຫຸ່ນຍົນ 2 ໄດ້ຈັບມັນຈາກເຄື່ອງມືເຄື່ອງຈັກ 2), ຍ້າຍໄປທີ່ຊ່ອງວາງຕໍາແຫນ່ງ unloading 1 ແລະຈັດວາງມັນຢ່າງເປັນລະບຽບໃນ pallet ຕາມຄວາມຕ້ອງການ.
ກ້ອງຖ່າຍຮູບໃນຫຸ່ນຍົນ 1 ສະແກນຊິ້ນວຽກເທິງພາເລດໃນຊ່ອງວາງການຈັດຕໍາແຫນ່ງອາຫານ 2 ເພື່ອຈັດວາງບ່ອນເຮັດວຽກຢ່າງຖືກຕ້ອງ, ແລະຊິ້ນວຽກ 4 ຖືກຍຶດແລະວາງໄວ້ໃນອຸປະກອນວາງຕໍາແຫນ່ງເທິງຕາຕະລາງ buffer 2.
ໃນເວລາດຽວກັນ, ມັນຈັບຊິ້ນວຽກທີ່ປຸງແຕ່ງແລ້ວ 6 (ຫຸ່ນຍົນ 3 ໄດ້ຈັບມັນຈາກເຄື່ອງມືເຄື່ອງຈັກ 4), ຍ້າຍໄປທີ່ຊ່ອງວາງຕໍາແຫນ່ງ unloading 2 ແລະຈັດວາງມັນຢ່າງເປັນລະບຽບໃນ pallet ຕາມຄວາມຕ້ອງການ.
3. ຫຸ່ນຍົນ 2 ຍຶດຊິ້ນວຽກ 1 ຈາກຕາຕະລາງ buffer 1 ແລະແລ່ນໄປຫາເຄື່ອງມືເຄື່ອງຈັກ 1, ຈັບຊິ້ນວຽກສໍາເລັດຮູບ 2 ແລະ clamps workpiece 1, ແລ່ນໄປຫາເຄື່ອງມືເຄື່ອງຈັກ 2, ຈັບຊິ້ນວຽກສໍາເລັດຮູບ 3 ແລະ clamps workpiece 2. , ແລະແລ່ນໄປຫາຕາຕະລາງ buffer 1. ວາງ workpiece 3. ຫຸ່ນຍົນ 2 ສໍາເລັດວົງຈອນ.
4. ຫຸ່ນຍົນ 3 ຈັບຊິ້ນວຽກ 4 ຈາກຕາຕະລາງ buffering 2 ແລະແລ່ນໄປຫາເຄື່ອງມືເຄື່ອງຈັກ 3, ຈັບຊິ້ນວຽກສໍາເລັດຮູບ 5 ແລະ clamps workpiece 4, ແລ່ນໄປຫາເຄື່ອງມືເຄື່ອງຈັກ 4, ຈັບຊິ້ນວຽກສໍາເລັດຮູບ 6 ແລະ clamps workpiece 5. , ແລະແລ່ນໄປຫາຕາຕະລາງ buffer 2. ວາງ workpiece 6. ຫຸ່ນຍົນ 3 ສໍາເລັດວົງຈອນ.