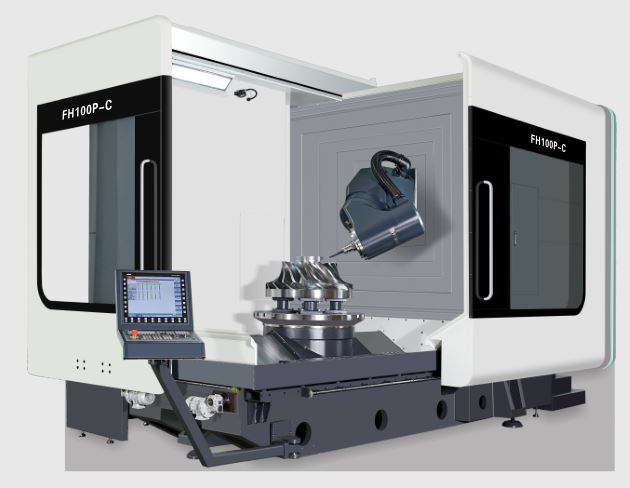
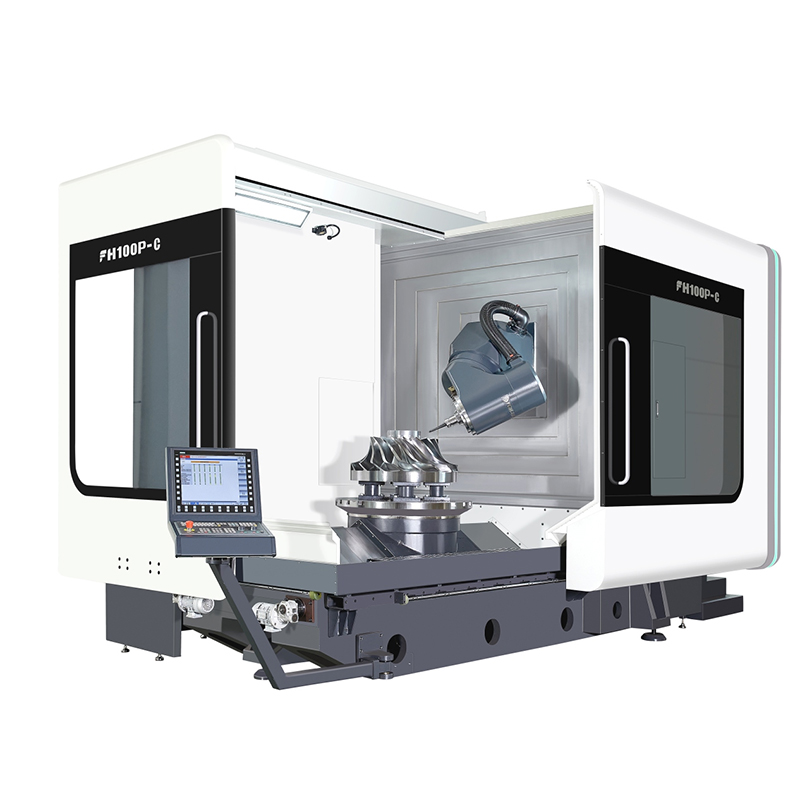
5 ແກນພ້ອມໆກັນ milling ປ່ຽນເປັນສີ 100P-C
ຂອບເຂດການສະຫນອງ
ຕາຕະລາງການທໍາງານຂອງອຸປະກອນເສີມມາດຕະຖານ (ກະລຸນາເບິ່ງຫນ້າທີ່ຄວບຄຸມສໍາລັບພາກສ່ວນຄວບຄຸມໄຟຟ້າ)
1. ຕົວຄວບຄຸມ Siemens 840DSL
2. ຍີ່ຫໍ້ຂອງຕົນເອງຫ້າແກນຫົວ swing ຫຼາຍຟັງຊັນ
3. spindle ໄຟຟ້າ DGZX-24012/34B2-KFHWVJS
4. HSK-A100 40-tool magazine ລະບົບການປ່ຽນເຄື່ອງມືອັດຕະໂນມັດ
5.X/Y/Z hollow cooling ball screw drive
6. ແຖບເລື່ອນ 7 ອັນ (3 ແກນ X, 2 ແກນ Y/Z)—BOSCH REXROTH
7. ໄມ້ບັນທັດວົງແສງສາມແກນ X/Y/Z
8. ອຸປະກອນຄວບຄຸມອຸນຫະພູມກ່ອງໄຟຟ້າ
9. Spindle cooler
10. Spiral chip rolling device and rear iron chip conveyor iron chip car
11. ນ້ໍາຈາກສູນກາງຂອງ spindle ໄດ້, ສີດນ້ໍາ annular
12. ເປົ່າລົມຢູ່ໃຈກາງຂອງ spindle, ແລະເປົ່າລົມໃນວົງ.
13. ດວງເດືອນຫ້າແກນ ພັດລົມນ້ຳ, ດວງເດືອນກໍພັດລົມ.
14. 1 ປະເພດຂອງ interlock ຄວາມປອດໄພສໍາລັບປະຕູເຮັດວຽກດ້ານຫນ້າແລະຂ້າງ
15. Spindle circulation ອຸປະກອນເຮັດຄວາມເຢັນ.
16. Waterproof ເຮັດວຽກໂຄມໄຟ fluorescent
17. ອຸປະກອນສະຖານີໄຮໂດຼລິກ
18. Renishaw OMP60 Infrared Probe Unit
19. Renishaw Laser Tool Setter
20. ອຸປະກອນຫລໍ່ລື່ນການໃຫ້ອາຫານອັດຕະໂນມັດສູນກາງສູນກາງ
21. ດ້ານປະຕິບັດການທໍາຄວາມສະອາດປືນນ້ໍາແລະການໂຕ້ຕອບທາງອາກາດ
22. ຕັດລະບົບລະບາຍຄວາມຮ້ອນຂອງນ້ໍາ
23. ຫຸ້ມດ້ວຍໂລຫະແຜ່ນປ້ອງກັນຢ່າງເຕັມສ່ວນ
24. ກ່ອງປະຕິບັດງານ
25. ກ່ອງໄຟຟ້າມີເຄື່ອງປັບອາກາດ
26. Siemens handwheel ເອເລັກໂຕຣນິກ
27. ສະຫຼັບປົດປ່ອຍເຄື່ອງມື spindle ທີ່ໃຊ້ຕີນ
28. ແຜ່ນຮອງພື້ນ ແລະ ປະຕູຮອງພື້ນ
29. ເຄື່ອງມືດັດປັບແລະກ່ອງເຄື່ອງມື
30. ຄູ່ມືດ້ານວິຊາການ
ພາລາມິເຕີ
| ລາຍການ | Uni | FH100P-C |
| ການເດີນທາງແກນ X | mm | 1000 |
| ການເດີນທາງແກນ Y | mm | 1150 |
| ການເດີນທາງແກນ Z | mm | 1000 |
| ໄລຍະຫ່າງຈາກດັງ spindle ຫາພື້ນຜິວຕາຕະລາງເຮັດວຽກ | mm | 160-1160 |
| ຫົວ milling ຕາມແນວນອນ | mm | 30-1030 |
| ຄວາມໄວຂອງອາຫານ / ໄວການເຄື່ອນໄຫວ | m/ນທ | 40 |
| ກໍາລັງອາຫານ | KN | 10 |
| ຕາຕະລາງ Rotary (ແກນ C) | ||
| ຂະຫນາດຕາຕະລາງເຮັດວຽກ | mm | Ø1050 |
| ການໂຫຼດສູງສຸດຕາຕະລາງ (mill) | kg | 4000 |
| ການໂຫຼດສູງສຸດຕາຕະລາງ (ການຫັນ) | kg | 3000 |
| ໂຕະ Rotray | rpm | 45 |
| ຕາຕະລາງ milling / turning woking (ການຜະລິດປະສົມແລະການຫັນ) | rpm | 500 |
| ມຸມແຍກຂັ້ນຕໍ່າ | ° | 0.001 |
| ແຮງບິດອັນດັບ | Nm | 1330 |
| ແຮງບິດສູງສຸດ | Nm | 2630 |
| ຫົວ CNC swing milling (ແກນ B) | ||
| ໄລຍະ swing(0=ຕັ້ງ/180=ລະດັບ) | ° | -15–180 |
| ການເຄື່ອນຍ້າຍໄວແລະຄວາມໄວການໃຫ້ອາຫານ | rpm | 103 |
| ມຸມແຍກຂັ້ນຕໍ່າ | ° | 0.001 |
| ແຮງບິດອັນດັບ | Nm | 1050 |
| ແຮງບິດສູງສຸດ | Nm | 2130 |
| Spindle (ການຫັນແລະ milling) | ||
| ຄວາມໄວ spindle | rpm | 10000 |
| ພະລັງງານ spindle | Kw | 42/58 |
| ແຮງບິດ spindle | Nm | 215/350 |
| Spindle tapre |
| HSKA100 |
| ໄລຍະທາງຈາກສູນກາງ spindle ຫາ beam ດ້ານທິດທາງ | mm | 1091.5 |
| ຕົວແບບ | ໜ່ວຍ | FH100P-C |
| ວາລະສານເຄື່ອງມື | ||
| ການໂຕ້ຕອບເຄື່ອງມື |
| HSKA100 |
| ຄວາມອາດສາມາດຂອງວາລະສານເຄື່ອງມື | PCS | 40 |
| ເສັ້ນຜ່າສູນກາງ/ຄວາມຍາວ/ນ້ຳໜັກເຄື່ອງສູງສຸດ |
| Ø135/300/12 |
| ສະຫຼັບເຄື່ອງມື(Tool to) | S | 2 |
| ອຸປະກອນວັດແທກ | ||
| ຍານອິນຟາເລດ | Rensishaw OMP60 | |
| ເຄື່ອງມືກວດຫາເຄື່ອງມືໃນພື້ນທີ່ປະມວນຜົນ | Rensishaw NC4F230 | |
| ຄວາມສາມາດໃນການປຸງແຕ່ງ | ||
| ເສັ້ນຜ່າສູນກາງເຈາະສູງສຸດ (ເຫຼັກກາງ) |
| Ø50 |
| ເສັ້ນຜ່າສູນກາງ tapping ສູງສຸດ (ເຫຼັກຂະຫນາດກາງ) |
| M40 |
| ເສັ້ນຜ່າສູນກາງການສີສູງສຸດ (ເຫຼັກກາງ) |
| 250 |
| ຄວາມຖືກຕ້ອງ (ISO230-2 ແລະ VDI3441) | ||
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງ X/Y/Z | mm | 0.006 |
| X/Y/Z ຊໍ້າຄືນຄວາມຖືກຕ້ອງຂອງການຈັດຕຳແໜ່ງ | mm | 0.004 |
| ຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງ B/C |
| 8" |
| B/C ຊໍ້າຄືນຄວາມຖືກຕ້ອງຂອງການຈັດຕຳແໜ່ງ | 4" | |
| ລະບົບການຄວບຄຸມ |
| Siemens840D |
| ຄວາມສູງຂອງເຄື່ອງຈັກ (ເຄື່ອງຈັກທົ່ວໄປ) | mm | 3650 |
| ພື້ນທີ່ຄອບຄອງສຳລັບເຄື່ອງຈັກຫຼັກ (L*W) | mm | 5170x3340 |
| ພື້ນທີ່ຄອບຄອງສຳລັບວາລະສານເຄື່ອງມື (L*W) | mm | 1915x1400 |
| ພື້ນທີ່ຄອບຄອງສຳລັບເຄື່ອງລຳລຽງຊິບ (L*W) | mm | 3120x1065 |
| ພື້ນທີ່ຄອບຄອງສຳລັບຖັງນ້ຳ (L*W) | mm | 1785x1355 |
| ພື້ນທີ່ຄອບຄອງໃຫຍ່ເພື່ອເຮັດເຄື່ອງໃຫ້ຄົບ (L*W) | mm | 6000x3750 |
| ນ້ຳໜັກເຄື່ອງ | Kg | 21000 |
ເຄື່ອງ CNCຕົວຄວບຄຸມ
| ລະບົບຄວບຄຸມ | Siemens 840DSL (ມໍເຕີແລະໄດ) | ||
| ຈໍານວນແກນຄວບຄຸມ | 5-axis milling ພ້ອມໆກັນດ້ວຍການລ້ຽວພ້ອມໆກັນ (ແກນ NC + spindle, axis BC) | ||
| ການຄວບຄຸມພ້ອມໆກັນຂອງ 5 ແກນ milling ພ້ອມໆກັນກັບການຫັນ | ແກນຕັ້ງ | ມາດຕະຖານ X, Y, Z, B, C | |
| interpolation | ເສັ້ນຊື່ | X, Y, Z, B, C ແກນ (X, Y, Z, B, C ສາມາດຊົດເຊີຍໄດ້) | |
| ໂຄ້ງ | X, Y, Z, B, C ແກນ (X, Y, Z, B, C ສາມາດຊົດເຊີຍໄດ້) | ||
| ຫນ່ວຍງານຄໍາແນະນໍາຂັ້ນຕ່ໍາ | 0.001um | ||
| ຫນ່ວຍຄວບຄຸມຕໍາ່ສຸດທີ່ | 0.1nm | ||
| ຈໍສະແດງຜົນ | 19 LCD | ||
| ມໍເຕີ | ຄວາມສາມາດ overload triple ກັບ encoder ຢ່າງແທ້ຈິງ (ຕໍາແຫນ່ງ encoder ບໍ່ເຄີຍສູນເສຍ) | ||
| ຟັງຊັນການສື່ສານພາຍນອກ | ອິນເຕີເຟດອີເທີເນັດ ແລະ RS232C | ||
| ຮູບແບບການເຮັດວຽກ | MDI, ອັດຕະໂນມັດ, ຄູ່ມື, Handwheel, ຕົ້ນກໍາເນີດ (ຢ່າງແທ້ຈິງ), REPOS | ||
| ເປັນໂປຣແກຣມ | ບັນນາທິການພາສາ ISO ອອນລາຍ | ||
| ຄວາມອາດສາມາດເກັບຮັກສາການຂຽນໂປລແກລມ PLC ສູງສຸດ | 2048KB | ||
| ການທໍາງານຂອງ Interpolation | ເສັ້ນຊື່, ວົງມົນຜ່ານແລະຜ່ານຈຸດສູນກາງ, ກ້ຽວວຽນ, ດ້ານດີ, ການຕັ້ງຄ່າຄວາມໄວສູງ, ແລະອື່ນໆ. | ||
| ຈໍານວນການຊົດເຊີຍເຄື່ອງມື | 512 ກຸ່ມ | ||
| ການຂະຫຍາຍ Handwheel | 0.1/0.01/0.001mm | ||
| ຫນ່ວຍງານຕັ້ງແລະການເຄື່ອນຍ້າຍຕໍາ່ສຸດທີ່ | 1um/X,Y,Z | ||
| ປະຢັດຂໍ້ມູນ | ຂໍ້ມູນໜ່ວຍຄວາມຈຳຈະບໍ່ສູນເສຍເມື່ອປິດເຄື່ອງ | ||
| ອັດຕາອາຫານ | 0%-150% | ||
| ການຂະຫຍາຍໄວ | 0%-100% | ||
| ການໂຕ້ຕອບການປ້ອນຂໍ້ມູນແລະຜົນຜະລິດ | ອິນເຕີເຟດອີເທີເນັດ ແລະ RS232C, ບັດ CF, ສຳຮອງບ່ອນເກັບຂໍ້ມູນ USB | ||
| ພາສາທີ່ສະແດງ | ຈີນ ແລະ ອັງກິດ | ||
ປະລິມານການຕັ້ງຄ່າມາດຕະຖານ
| No | ຊື່ອຸປະກອນເສີມ | ໜ່ວຍ | ຈຳນວນ |
| 1 | ສະຫຼັບການຄວບຄຸມຕີນ | ຕັ້ງ | 1 |
| 2 | ກົນໄກການຍຶດໄຮໂດຼລິກ | ຕັ້ງ | 1 |
| 3 | ອຸປະກອນການຫລໍ່ລື່ນສູນກາງ | ຕັ້ງ | 1 |
| 4 | ລະບົບເຮັດຄວາມເຢັນ | ຕັ້ງ | 1 |
| 5 | ໂຄມໄຟເຮັດວຽກ | ຕັ້ງ | 1 |
| 6 | ແສງສາມສີ | ຕັ້ງ | 1 |
| 7 | ຂົວແນວນອນ | Pcs | 1 |
| 8 | ການແກ້ໄຂເຄື່ອງມືເຄື່ອງຈັກ | ຕັ້ງ | 1 |
| 9 | ຊຸດເຄື່ອງມືມາດຕະຖານ | ຕັ້ງ | 1 |
| 10 | lock ປະຕູຄວາມປອດໄພ | ຕັ້ງ | 1 |
| 11 | ຊຸດພື້ນຖານ | ຕັ້ງ | 1 |
| 12 | ຕິດຕັ້ງເຄື່ອງມືປັບ | ຕັ້ງ | 1 |
| 13 | ການປາດຢາງແຂງແລະການຈັດຕໍາແຫນ່ງຫຼາຍຈຸດ spindle | ຕັ້ງ | 1 |
| 14 | Screw conveyor ແລະເຄື່ອງເອົາ chip ອັດຕະໂນມັດ | ຕັ້ງ | 1 |
| 15 | ລະບົບໄຮໂດຼລິກມາດຕະຖານ | ຕັ້ງ | 1 |
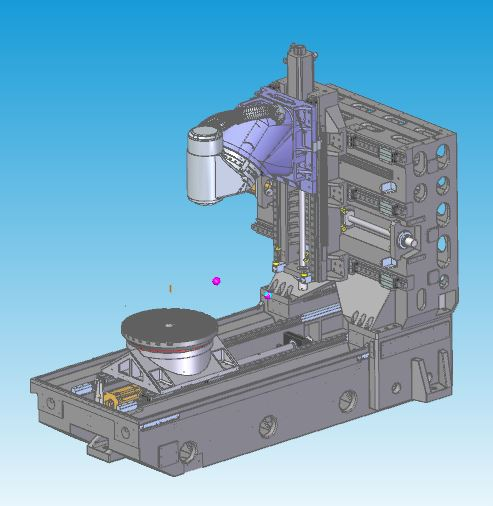
ຄຸນນະສົມບັດການອອກແບບ | ການອອກແບບການວິເຄາະການຫລໍ່ສາຍກົນທີ່ດີທີ່ສຸດ
ໂຄງສ້າງການຫລໍ່ແບບ thermosymmetric ປະເພດກ່ອງເຕັມ, ໂດຍໃຊ້ເຫຼັກຊັ້ນສູງ Meehanna ເກຣດ
Tempering ແລະການປິ່ນປົວ aging ທໍາມະຊາດເພື່ອລົບລ້າງຄວາມກົດດັນພາຍໃນ
ການສັ່ນສະເທືອນຄວາມຖີ່ທໍາມະຊາດຂອງໂຄງສ້າງກໍາຈັດຄວາມກົດດັນການປຸງແຕ່ງວັດສະດຸ
ການອອກແບບຖັນທີ່ມີຄວາມເຂັ້ມແຂງສູງຂະຫນາດໃຫຍ່ທີ່ມີກໍາແພງເຕັມ, ປະສິດທິຜົນການປັບປຸງຄວາມເຂັ້ມແຂງແລະຄວາມຖືກຕ້ອງຄົງທີ່ແລະເຄື່ອນໄຫວ
ໄດສະກູເຮັດຄວາມເຢັນສາມແກນ
ຫົວ CNC swing milling (ແກນ B)

ຄຸນນະສົມບັດການອອກແບບ
Built-in DD motor zero ລະບົບຕ່ອງໂສ້ສາຍສົ່ງທີ່ບໍ່ມີການອອກແບບ backlash
ລັກສະນະການເລັ່ງສູງ
ໄລຍະທີ່ສັ້ນທີ່ສຸດລະຫວ່າງຈຸດດັງເຄື່ອງມືຂອງ spindle ແລະຈຸດສະຫນັບສະຫນູນໂຄງສ້າງຮັບຮູ້ເຖິງຄວາມເຂັ້ມງວດສູງສຸດຂອງການຕັດ.
ລູກປືນ YRT ຂະຫນາດໃຫຍ່ເພີ່ມຄວາມເຂັ້ມງວດ
ມາພ້ອມກັບລະບົບການວັດແທກການເຂົ້າລະຫັດແບບ rotary ຄວາມແມ່ນຍໍາສູງ HEIDENHAIN, ການຄວບຄຸມວົງປິດຢ່າງຄົບຖ້ວນເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງທີ່ດີທີ່ສຸດ
ການອອກແບບລະບົບລະບາຍຄວາມຮ້ອນແບບ Spindle ແລະ B-axis ເພື່ອຫຼຸດຜ່ອນການຖ່າຍທອດຄວາມຮ້ອນ
ຕາຕະລາງ Rotary (ແກນ C)

ຄຸນນະສົມບັດການອອກແບບ
Built-in DD motor zero ລະບົບຕ່ອງໂສ້ສາຍສົ່ງທີ່ບໍ່ມີການອອກແບບ backlash
ລັກສະນະການຕອບສະ ໜອງ ຄວາມເລັ່ງແລະການເລັ່ງສູງ
ລູກປືນ YRT ຂະຫນາດໃຫຍ່ເພີ່ມຄວາມເຂັ້ມງວດ
ແຮງບິດການຂັບຂີ່ທີ່ມີການຈັດອັນດັບຂະຫນາດໃຫຍ່, ການຈັດຕໍາແຫນ່ງແລະການປຸງແຕ່ງດ້ວຍການຈັດຕໍາແຫນ່ງຕາຕະລາງແລະອຸປະກອນ clamping
ຕອບສະຫນອງຄວາມຕ້ອງການການປຸງແຕ່ງສອງຢ່າງຂອງ milling ແລະ milling-turning, ຫຼຸດຜ່ອນການຈັດການ workpiece ແລະປັບປຸງຄວາມຖືກຕ້ອງຂອງຜະລິດຕະພັນ.
ມາພ້ອມກັບລະບົບການວັດແທກການເຂົ້າລະຫັດແບບ rotary ຄວາມແມ່ນຍໍາສູງ HEIDENHAIN, ການຄວບຄຸມວົງປິດຢ່າງຄົບຖ້ວນເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງທີ່ດີທີ່ສຸດ
ການອອກແບບລະບົບເຮັດຄວາມເຢັນເພື່ອຫຼຸດຜ່ອນການຖ່າຍທອດຄວາມຮ້ອນ
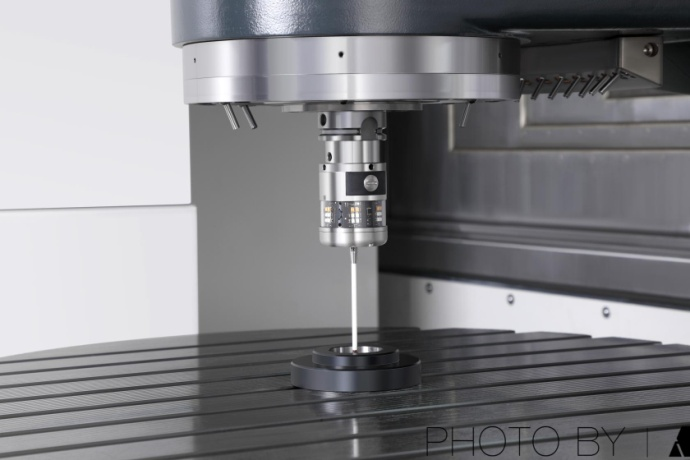
ຕົວຕັ້ງເຄື່ອງມືຍົກໄດ້

ຄຸນນະສົມບັດການອອກແບບ
ມາພ້ອມກັບ Ransishaw NC4F230 ເຄື່ອງມື laser ທີ່ບໍ່ແມ່ນການຕິດຕໍ່ສໍາລັບຄວາມແມ່ນຍໍາສູງ
ການຕັ້ງຄ່າເຄື່ອງມືອັດຕະໂນມັດໃນເຄື່ອງ, ການປັບປຸງອັດຕະໂນມັດຂອງການຊົດເຊີຍເຄື່ອງມື
ອຸປະກອນການຕັ້ງຄ່າເຄື່ອງມືສາມາດຍົກແລະຕ່ໍາລົງເພື່ອຊ່ວຍປະຢັດພື້ນທີ່ຂອງຫນ້າດິນການປຸງແຕ່ງ
ການອອກແບບແຜ່ນໂລຫະທີ່ຜະນຶກເຂົ້າກັນໄດ້ຢ່າງເຕັມປ່ຽມປົກປ້ອງຕົວຕັ້ງເຄື່ອງມືຈາກນ້ໍາແລະທາດເຫຼັກໃນລະຫວ່າງການປຸງແຕ່ງ
ຍານອິນຟາເລດ
ຄຸນນະສົມບັດການອອກແບບ
ມາພ້ອມກັບ Ransishaw OMP60 optical touch probe
ການຈັດຕັ້ງແລະການກວດກາຂະຫນາດ workpiece ໃນເຄື່ອງ, ຫຼຸດຜ່ອນຄວາມຜິດພາດການກວດກາຄູ່ມື, ປັບປຸງຄວາມຖືກຕ້ອງຂອງຜະລິດຕະພັນແລະປະສິດທິພາບການປຸງແຕ່ງ
ປະຢັດໄດ້ 90% ໃນເວລາຊ່ວຍເຫຼືອໃນເຄື່ອງ