BOSM -12010 ເຄື່ອງເຈາະຫົວຂັດຂັດ


1. ການນໍາໃຊ້ເຄື່ອງ :
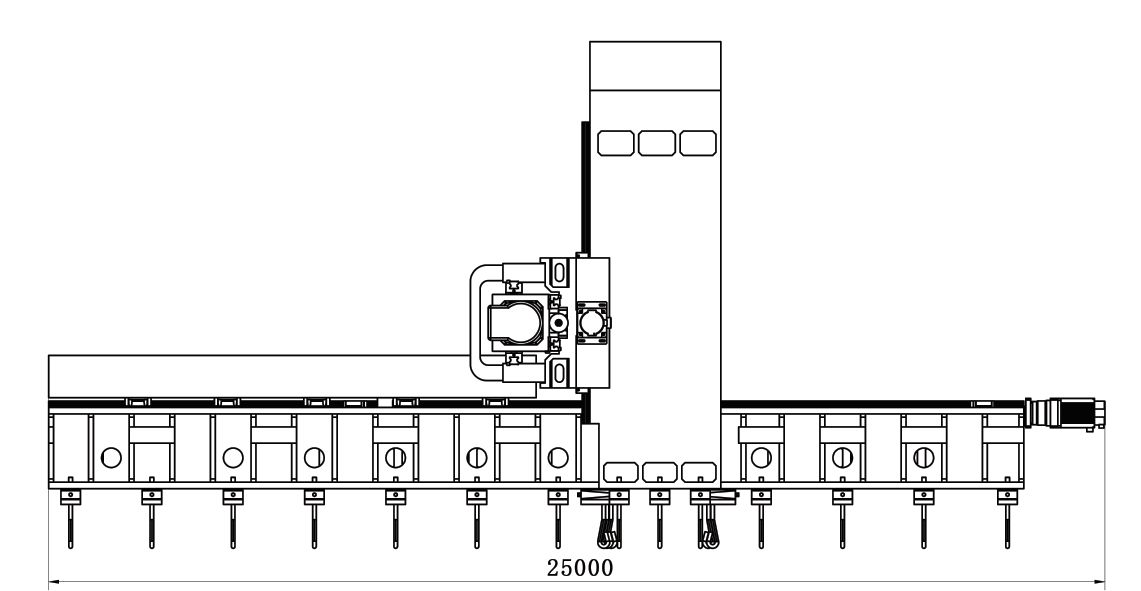
BOSM- 12000* 1000 fixed-beam CNC gantry double-column head-to-head boring and milling machine is a special machine tool for processing excavator arms/sticks.ໝອນ, ສາມາດຮັບຮູ້ການປຸງແຕ່ງຢ່າງໄວວາຂອງ workpiece ໄດ້, workpiece ສາມາດເຈາະ, milled, ແລະ bored ພາຍໃນຂອບເຂດເສັ້ນເລືອດຕັນໃນປະສິດທິພາບ, workpiece ສາມາດໄດ້ຮັບການປະມວນຜົນໃນສະຖານທີ່ໃນເວລາດຽວ (ບໍ່ຈໍາເປັນຕ້ອງສໍາລັບການຍຶດຮອງ), ຄວາມໄວໃນການໂຫຼດແລະ unloading. ແມ່ນໄວ, ຄວາມໄວການຈັດຕໍາແຫນ່ງແມ່ນໄວ, ແລະຄວາມຖືກຕ້ອງຂອງການປຸງແຕ່ງແມ່ນສູງ.ສູງ, ປະສິດທິພາບການປຸງແຕ່ງສູງ.
2.ໂຄງສ້າງເຄື່ອງຈັກຄຸນລັກສະນະ:
ອົງປະກອບຕົ້ນຕໍຂອງເຄື່ອງມືເຄື່ອງຈັກ: ຕຽງ, workbench, ຖັນຊ້າຍແລະຂວາ, beams, beams ເຊື່ອມຕໍ່ gantry, saddles, rams, ແລະອື່ນໆ, ພາກສ່ວນຂະຫນາດໃຫຍ່ແມ່ນເຮັດຈາກ molding ດິນຊາຍ resin, ເຫຼັກສີຂີ້ເຖົ່າສູງ 250 casting, annealed ໃນຮ້ອນ. sand pit → vibration aging → ການປິ່ນປົວຄວາມຮ້ອນ furnace annealing → vibration aging → rough machining → vibration aging → furnace ຮ້ອນ annealing → vibration aging →ສໍາເລັດຮູບ, ຢ່າງສົມບູນລົບລ້າງຄວາມກົດດັນທາງລົບຂອງພາກສ່ວນ, ແລະຮັກສາການປະຕິບັດຂອງພາກສ່ວນທີ່ຫມັ້ນຄົງ.ຕຽງຄົງທີ່, ຖັນຊ້າຍແລະຂວາ, gantry, ແລະ workbench ຍ້າຍ;ມັນມີຫນ້າທີ່ຂອງ milling, ເຈາະ, ເຈາະ, countersinking, ປາດ, ແລະອື່ນໆ, ວິທີການເຮັດຄວາມເຢັນຂອງເຄື່ອງມືແມ່ນເຮັດໃຫ້ຄວາມເຢັນພາຍນອກ.ເຄື່ອງມືເຄື່ອງຈັກປະກອບດ້ວຍ 5 ແກນອາຫານ, ເຊິ່ງສາມາດຮັບຮູ້ການເຊື່ອມໂຍງ 4 ແກນແລະ 5 ແກນປະຕິບັດດຽວ.ມີ 2 ຫົວພະລັງງານ.ແກນຂອງເຄື່ອງມືເຄື່ອງຈັກແລະຫົວພະລັງງານແມ່ນສະແດງຢູ່ໃນຮູບຂ້າງລຸ່ມນີ້.


2.1.ໂຄງສ້າງຕົ້ນຕໍຂອງພາກສ່ວນອາຫານການສົ່ງຜ່ານ axial
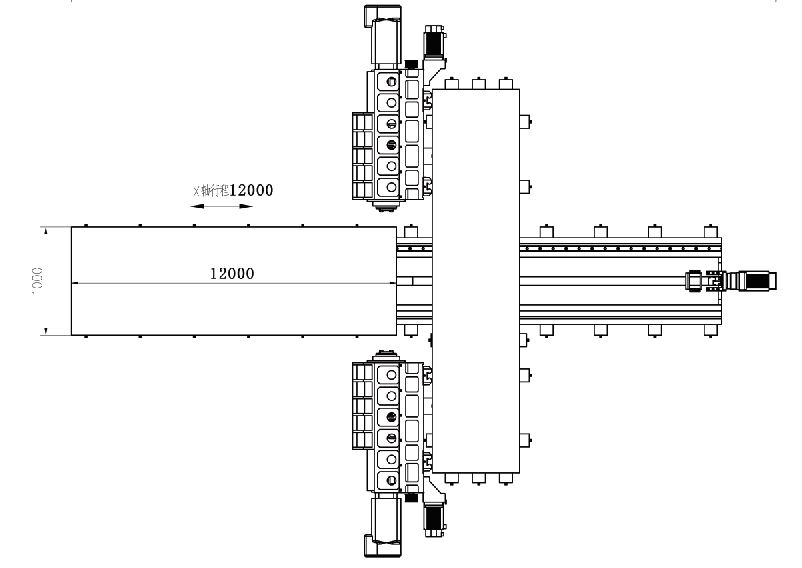
2.1.1.ແກນ X:ໂຕະເຮັດວຽກແມ່ນ reciprocates ຂ້າງຄຽງຕາມທາງລົດໄຟຄູ່ມືຂອງຕຽງຄົງທີ່.
ຂັບ X 1- ແກນ: AC servo motor ບວກກັບເຄື່ອງຫຼຸດຜ່ອນດາວເຄາະທີ່ມີຄວາມແມ່ນຍໍາສູງແມ່ນຂັບເຄື່ອນດ້ວຍສະກູບານເພື່ອຂັບລົດການເຄື່ອນໄຫວຂອງ workbench ເພື່ອຮັບຮູ້ການເຄື່ອນໄຫວ linear ຂອງແກນ X.
ຮູບແບບທາງລົດໄຟຄູ່ມື: ວາງສອງລາງລົດໄຟຄູ່ມືເສັ້ນທີ່ມີຄວາມແມ່ນຍໍາສູງ.
2.1.2 ແກນ Z1:ຫົວພະລັງງານແລະ saddle ໄດ້ຖືກຕິດຕັ້ງໃນແນວຕັ້ງຢູ່ດ້ານຫນ້າຂອງຖັນ, ແລະ reciprocate ຂຶ້ນແລະລົງຕາມທາງລົດໄຟນໍາພາຖັນ.
ລະບົບສາຍສົ່ງ Z1-axis: AC servo motor ແລະ synchronous wheel ຖືກນໍາໃຊ້ເພື່ອຂັບ screw ບານເພື່ອຂັບ saddle ຮັບຮູ້ການເຄື່ອນໄຫວເສັ້ນ Z-axis.
2.1.3 ແກນ Z2:ຫົວພະລັງງານແລະ saddle ໄດ້ຖືກຕິດຕັ້ງໃນແນວຕັ້ງຢູ່ດ້ານຫນ້າຂອງຖັນ, ແລະ reciprocate ຂຶ້ນແລະລົງຕາມທາງລົດໄຟນໍາພາຖັນ.
ລະບົບສາຍສົ່ງ Z2-axis: AC servo motor ແລະ synchronous wheel ຖືກນໍາໃຊ້ເພື່ອຂັບ screw ບານເພື່ອຂັບ saddle ຮັບຮູ້ການເຄື່ອນໄຫວເສັ້ນ Z-axis.
2.1.4 ແກນ Y1:saddle ຫົວພະລັງງານໄດ້ຖືກຕິດຕັ້ງໃນແນວຕັ້ງຢູ່ດ້ານຫນ້າຂອງຖັນຂວາ, ແລະ reciprocates ຊ້າຍແລະຂວາຕາມທາງລົດໄຟນໍາພາຖັນ.
ລະບົບສາຍສົ່ງແກນ Y1: ມໍເຕີ AC servo ບວກກັບຕົວຫຼຸດຜ່ອນດາວເຄາະທີ່ມີຄວາມແມ່ນຍໍາສູງແມ່ນໃຊ້ເພື່ອຂັບ ram ເພື່ອຍ້າຍຜ່ານສະກູບານເພື່ອຮັບຮູ້ການເຄື່ອນໄຫວເສັ້ນຊື່ຂອງແກນ Y1.
2.1.5 ແກນ Y2:saddle ຫົວພະລັງງານຖືກຕິດຕັ້ງໃນແນວຕັ້ງຢູ່ດ້ານຫນ້າຂອງຖັນຂວາ, ແລະ reciprocates ຊ້າຍແລະຂວາຕາມທາງລົດໄຟນໍາພາຖັນ.
ການສົ່ງສັນຍານ Y2-axis: AC servo motor ບວກກັບ reducer planetary ຄວາມແມ່ນຍໍາສູງຖືກນໍາໃຊ້ເພື່ອຂັບ ram ຍ້າຍຜ່ານສະກູບານເພື່ອຮັບຮູ້ການເຄື່ອນໄຫວເສັ້ນ Y2-ແກນ.
2.2.ທິດທາງການເຄື່ອນຍ້າຍຂອງຫົວໄຟຟ້າເຈາະແລະ milling (ລວມທັງຫົວພະລັງງານ 1 ແລະ 2) adopts ໂຄງປະກອບການ ram ສີ່ຫລ່ຽມ, ກ້າວຫນ້າທາງດ້ານຫຼາຍທີ່ສຸດວິທີການຄູ່ມືລົດໄຟສາຍແຂງປະສົມປະສານ, ລົດໄຟແຂງແມ່ນອ້ອມຮອບດ້ວຍສະຫນັບສະຫນູນທີ່ເຂັ້ມແຂງ, 4 linear roller guide rail ຄູ່ໄດ້ຖືກນໍາພາ, ແລະຂັບຮັບຮອງເອົາມໍເຕີ AC servo ຂັບສາຍແອວ synchronous (i = 2) ແລະການສົ່ງສະກູບານຄວາມແມ່ນຍໍາ, ຫົວພະລັງງານຮັບຮອງເອົາມໍເຕີ servo ເພື່ອ decelerate ຜ່ານສາຍແອວ synchronous ແລະລໍ້ synchronous, ນໍາພາໂດຍຄວາມແມ່ນຍໍາຂອງຫນັກ. ຄູ່ rail ຄູ່ມື, ແລະຂັບ screw ບານຕັ້ງເພື່ອ rotate, realizing ຫົວພະລັງງານເຮັດການເຄື່ອນໄຫວແນວຕັ້ງຂຶ້ນແລະລົງ , ແລະອຸປະກອນທີ່ມີແຖບດຸ່ນດ່ຽງໄນໂຕຣເຈນເພື່ອຫຼຸດຜ່ອນຄວາມອາດສາມາດຮັບຜິດຊອບຂອງຫົວເຄື່ອງໃນ screw ແລະ servo motor.ມໍເຕີ Z-axis ມີຫນ້າທີ່ຫ້າມລໍ້ອັດຕະໂນມັດ.ໃນກໍລະນີຂອງຄວາມລົ້ມເຫຼວຂອງພະລັງງານ, ເບກອັດຕະໂນມັດຈະຖື shaft motor ແຫນ້ນ., ດັ່ງນັ້ນມັນບໍ່ສາມາດຫມຸນໄດ້.ໃນເວລາທີ່ເຮັດວຽກ, ໃນເວລາທີ່ເຈາະບໍ່ແຕະ workpiece ໄດ້, ມັນຈະອາຫານຢ່າງໄວວາ;ເມື່ອເຈາະສຳຜັດກັບເຄື່ອງເຮັດວຽກ, ມັນຈະສະຫຼັບໄປຫາອາຫານທີ່ເຮັດວຽກໂດຍອັດຕະໂນມັດ.ໃນເວລາທີ່ເຈາະເຈາະເຂົ້າໄປໃນ workpiece ໄດ້, ມັນຈະສະຫຼັບອັດຕະໂນມັດກັບ rewind ໄວ;ເມື່ອປາຍເຈາະອອກຈາກ workpiece ແລະໄປເຖິງຕໍາແຫນ່ງທີ່ກໍານົດໄວ້, ຕາຕະລາງເຮັດວຽກຈະຍ້າຍໄປຕໍາແຫນ່ງຂຸມຕໍ່ໄປເພື່ອຮັບຮູ້ການໄຫຼວຽນຂອງອັດຕະໂນມັດ.ຫົວພະລັງງານຮັບຮອງເອົາການປະສົມປະສານຂອງສາຍແລະຮາດ rail, ເຊິ່ງບໍ່ພຽງແຕ່ຮັບປະກັນຄວາມໄວແລ່ນຂອງອຸປະກອນ, ແຕ່ຍັງເພີ່ມຄວາມເຂັ້ມງວດຂອງອຸປະກອນຢ່າງຫຼວງຫຼາຍ.ແລະມັນສາມາດຮັບຮູ້ຫນ້າທີ່ຂອງການເຈາະຮູຕາບອດ, milling, chamfering, chip breaking, chip ອັດຕະໂນມັດ, ແລະອື່ນໆ, ເຊິ່ງປັບປຸງຜົນຜະລິດແຮງງານ.

(ຫົວພະລັງງານຊ້າຍ)
2.3.ການຖອດຊິບແລະການເຮັດຄວາມເຢັນ
ມີທໍ່ລໍາລຽງຊິບຕ່ອງໂສ້ກ້ຽວວຽນແລະຮາບພຽງຢູ່ສອງດ້ານຂ້າງລຸ່ມຂອງບ່ອນເຮັດວຽກ, ແລະຊິບສາມາດຖືກຂັບໄລ່ອັດຕະໂນມັດໄປສູ່ທໍ່ລໍາລຽງຊິບໃນຕອນທ້າຍໂດຍຜ່ານສອງຂັ້ນຕອນຂອງແຜ່ນມ້ວນແລະລະບົບຕ່ອງໂສ້ເພື່ອຮັບຮູ້ການຜະລິດອາລະຍະທໍາ.ມີປັ໊ມເຮັດຄວາມເຢັນຢູ່ໃນຖັງ coolant ຂອງລໍາລຽງຊິບ, ເຊິ່ງສາມາດນໍາໃຊ້ສໍາລັບການເຮັດຄວາມເຢັນພາຍນອກຂອງເຄື່ອງມືເພື່ອຮັບປະກັນການປະຕິບັດການເຈາະແລະຊີວິດການບໍລິການຂອງເຈາະ, ແລະ coolant ສາມາດນໍາມາໃຊ້ໃຫມ່.
3.ລະບົບຄວບຄຸມຕົວເລກດິຈິຕອນເຕັມຮູບແບບ:
3.1.ດ້ວຍການທໍາງານຂອງ chip breaking, ເວລາ breaking chip ແລະ chip breaking cycle ສາມາດຖືກກໍານົດຢູ່ໃນການໂຕ້ຕອບ man-machine.
3.2.ດ້ວຍຟັງຊັນຍົກເຄື່ອງມື, ລະດັບຄວາມສູງຂອງເຄື່ອງມືສາມາດຖືກຕັ້ງຢູ່ໃນການໂຕ້ຕອບຂອງເຄື່ອງຈັກ.ເມື່ອເຈາະໄດ້ເຖິງລະດັບຄວາມສູງນີ້, ແຜ່ນເຈາະໄດ້ຖືກຍົກຂຶ້ນຢ່າງໄວວາໄປຫາດ້ານເທິງຂອງ workpieces, ແລະຫຼັງຈາກນັ້ນ chip ໄດ້ຖືກຖິ້ມອອກ, ແລະຫຼັງຈາກນັ້ນຢ່າງວ່ອງໄວສົ່ງຕໍ່ກັບຫນ້າດິນເຈາະແລະປ່ຽນອັດຕະໂນມັດເຮັດວຽກ.
3.3.ກ່ອງຄວບຄຸມການປະຕິບັດການສູນກາງແລະຫນ່ວຍງານ handheld ຮັບຮອງເອົາລະບົບການຄວບຄຸມຕົວເລກແລະອຸປະກອນທີ່ມີການໂຕ້ຕອບ USB ແລະຈໍສະແດງຜົນຜລຶກຂອງແຫຼວ LCD.ເພື່ອອໍານວຍຄວາມສະດວກໃນການຂຽນໂປລແກລມ, ການເກັບຮັກສາ, ການສະແດງຜົນແລະການສື່ສານ, ການໂຕ້ຕອບການດໍາເນີນງານມີຫນ້າທີ່ເຊັ່ນ: ການສົນທະນາກັບເຄື່ອງຈັກ, ການຊົດເຊີຍຄວາມຜິດພາດ, ແລະການແຈ້ງເຕືອນອັດຕະໂນມັດ.
3.4.ອຸປະກອນມີຫນ້າທີ່ສະແດງຕົວຢ່າງແລະກວດກາຄືນຕໍາແຫນ່ງຂຸມກ່ອນທີ່ຈະປຸງແຕ່ງ, ແລະການດໍາເນີນງານແມ່ນສະດວກຫຼາຍ.
4.ການຫລໍ່ລື່ນອັດຕະໂນມັດ
ເຄື່ອງມືເຄື່ອງຈັກແມ່ນຄູ່ຄູ່ທາງລົດໄຟຄູ່ມືເສັ້ນ, ຄູ່ສະກູບານທີ່ມີຄວາມແມ່ນຍໍາແລະຄູ່ການເຄື່ອນໄຫວທີ່ມີຄວາມແມ່ນຍໍາສູງອື່ນໆແມ່ນມີການຕິດຕັ້ງລະບົບ lubrication ອັດຕະໂນມັດ.ປັ໊ມນໍ້າມັນຫລໍ່ລື່ນອັດຕະໂນມັດຈະສົ່ງນໍ້າມັນແຮງດັນ, ແລະຫ້ອງນໍ້າມັນເຄື່ອງຫຼໍ່ລື່ນຕາມປະລິມານຈະເຂົ້າສູ່ນໍ້າມັນ.ຫຼັງຈາກຫ້ອງນ້ໍາແມ່ນເຕັມໄປດ້ວຍນ້ໍາມັນ, ເມື່ອຄວາມກົດດັນຂອງລະບົບເພີ່ມຂຶ້ນເຖິງ 1.4-1.75Mpa, ສະຫຼັບຄວາມກົດດັນໃນລະບົບຖືກປິດ, ປັ໊ມຢຸດ, ແລະປ່ຽງ unloading unloads ໃນເວລາດຽວກັນ.ເມື່ອຄວາມກົດດັນຂອງນ້ໍາມັນຢູ່ໃນເສັ້ນທາງຫຼຸດລົງຕໍ່າກວ່າ 0.2Mpa, ເຄື່ອງຫລໍ່ລື່ນປະລິມານເລີ່ມຕື່ມໃສ່ຈຸດທີ່ຫລໍ່ລື່ນແລະສໍາເລັດການຕື່ມນ້ໍາມັນຫນຶ່ງ.ເນື່ອງຈາກການສະຫນອງນ້ໍາມັນທີ່ຖືກຕ້ອງຂອງຫົວສີດນ້ໍາມັນປະລິມານແລະການກວດສອບຄວາມດັນຂອງລະບົບ, ການສະຫນອງນ້ໍາມັນມີຄວາມຫນ້າເຊື່ອຖື, ຮັບປະກັນວ່າມີຮູບເງົານ້ໍາມັນຢູ່ເທິງຫນ້າຂອງແຕ່ລະຄູ່ kinematic, ຫຼຸດຜ່ອນ friction ແລະການສວມໃສ່, ແລະປ້ອງກັນຄວາມເສຍຫາຍຂອງ. ໂຄງສ້າງພາຍໃນທີ່ເກີດຈາກຄວາມຮ້ອນເກີນ., ເພື່ອຮັບປະກັນຄວາມຖືກຕ້ອງແລະຊີວິດຂອງເຄື່ອງມືເຄື່ອງຈັກ.ເມື່ອປຽບທຽບກັບຄູ່ລົດໄຟຄູ່ມືເລື່ອນ, ຄູ່ລົດໄຟຄູ່ມືເສັ້ນມ້ວນທີ່ໃຊ້ໃນເຄື່ອງມືເຄື່ອງຈັກນີ້ມີຂໍ້ດີຫຼາຍ:
①ຄວາມອ່ອນໄຫວຂອງການເຄື່ອນໄຫວແມ່ນສູງ, ຄ່າສໍາປະສິດ friction ຂອງ rail ຄູ່ມືມ້ວນແມ່ນຂະຫນາດນ້ອຍ, ພຽງແຕ່ 0.0025 ~ 0.01, ແລະພະລັງງານການຂັບລົດແມ່ນຫຼຸດລົງຢ່າງຫຼວງຫຼາຍ, ເຊິ່ງເທົ່າກັບພຽງແຕ່ 1/10 ຂອງເຄື່ອງຈັກທົ່ວໄປ.
② ຄວາມແຕກຕ່າງລະຫວ່າງ friction ແບບເຄື່ອນໄຫວແລະ static ມີຂະຫນາດນ້ອຍຫຼາຍ, ແລະການປະຕິບັດການຕິດຕາມແມ່ນດີເລີດ, ນັ້ນແມ່ນ, ໄລຍະເວລາລະຫວ່າງສັນຍານການຂັບລົດແລະການດໍາເນີນການກົນຈັກແມ່ນສັ້ນທີ່ສຸດ, ເຊິ່ງສະດວກໃນການປັບປຸງຄວາມໄວຕອບສະຫນອງແລະຄວາມອ່ອນໄຫວຂອງ. ລະບົບການຄວບຄຸມຕົວເລກ.
③ມັນເຫມາະສົມສໍາລັບການເຄື່ອນໄຫວເສັ້ນທີ່ມີຄວາມໄວສູງ, ແລະຄວາມໄວທັນທີທັນໃດຂອງມັນແມ່ນສູງກວ່າປະມານ 10 ເທົ່າຂອງການນໍາທາງເລື່ອນ.
④ ມັນສາມາດຮັບຮູ້ການເຄື່ອນໄຫວ gapless ແລະປັບປຸງຄວາມເຂັ້ມງວດການເຄື່ອນໄຫວຂອງລະບົບກົນຈັກ.
⑤ຜະລິດໂດຍຜູ້ຜະລິດມືອາຊີບ, ມັນມີຄວາມແມ່ນຍໍາສູງ, versatility ດີແລະການບໍາລຸງຮັກສາງ່າຍ.

5.ສະພາບແວດລ້ອມການນໍາໃຊ້ເຄື່ອງຈັກ:
ການສະຫນອງພະລັງງານ: ສາມເຟດ AC380V ± 10%, 50Hz ± 1 ອຸນຫະພູມສະພາບແວດລ້ອມ: 0 ° ~ 45 °
ຫ້າ, ຕົວກໍານົດການດ້ານວິຊາການຕົ້ນຕໍ:


6.ຕົວກໍານົດການດ້ານວິຊາການ
| ຕົວແບບ | BOSM12010 | |
| ຂະຫນາດ workpiece ການປຸງແຕ່ງສູງສຸດ | ຍາວ × ກວ້າງ × ສູງ (ມມ) | 12000×1000×1500 |
| ເສັ້ນຜ່າສູນກາງເຄື່ອງຕັດສູງສຸດ | 200 ມມ | |
| gantry feed ສູງສຸດ | ກວ້າງ (ມມ) | 1300 |
| ຂະຫນາດໂຕະເຮັດວຽກ | ຍາວ X ກວ້າງ (ມມ) | 12000*1000 |
|
ຫົວເຈາະປະເພດ ram ອອກຕາມລວງນອນ ຫົວພະລັງງານຫນຶ່ງສອງ
| ປະລິມານ (2) | 2 |
| Spindle taper | BT50 | |
| ເສັ້ນຜ່າສູນກາງເຈາະ (ມມ) | Φ2-Φ60 | |
| ເສັ້ນຜ່າສູນກາງການປາດ (ມມ) | M3-M30 | |
| ຄວາມໄວ spindle (r/min) | 30-6000 | |
| ພະລັງງານມໍເຕີ spindle Servo (kw) | 37 | |
| ໄລຍະຫ່າງຂອງດັງ spindle ຈາກສູນກາງຕາຕະລາງ (ມມ) | 150-650 | |
| ຈັງຫວະຊ້າຍແລະຂວາຂອງ ram ດຽວ (ມມ) | 500 | |
| ໄລຍະຫ່າງລະຫວ່າງກາງຂອງ ram ແລະຍົນຂອງຕາຕະລາງ (ມມ) | 200-1700 | |
| ຈັງຫວະຂຶ້ນ ແລະ ລົງຂອງ ram (ມມ) | 1500 | |
| ການເຮັດຊ້ຳ | 300mm*300mm | ±0.02 |
| ຂະຫນາດເຄື່ອງມືເຄື່ອງຈັກ | ຍາວ × ກວ້າງ × ສູງ (ມມ) | ອີງຕາມຮູບແຕ້ມ |
| ນ້ຳໜັກລວມ (ຕ) | (ປະມານ) 62 | |

ຕົວກໍານົດການຂ້າງເທິງນີ້ແມ່ນຕົວກໍານົດການອອກແບບເບື້ອງຕົ້ນ.ໃນການອອກແບບຕົວຈິງ, ອາດຈະມີການປ່ຽນແປງຕາມຂໍ້ກໍານົດການປຸງແຕ່ງຂອງ workpiece ແລະຄວາມຕ້ອງການການອອກແບບຂອງເຄື່ອງມືເຄື່ອງຈັກ, ເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຂອງພາກສ່ວນການປຸງແຕ່ງຂອງບໍລິສັດຂອງທ່ານ.